



Zastosowanie lakierowania proszkowego na powierzchni cynku zanurzeniowego (ogniowego), poprzedzone nałożeniem podkładu epoksydowego ciekłego nanoszonego nieelektroforetycznie, winno być jednak poprzedzone omiataniem, ponieważ nie jest on przyczyną dodatkowego odgazowywania chropowatego podłoża, gdyż zostaje ono usunięte w czasie wysychania podkładu podczas jego suszenia w temperaturze ~160oC. Podkład epoksydowy antykorozyjny i „odgazowujący” przyczynia się do zwiększenia przyczepności powłoki proszkowej do powierzchni cynku, ponieważ w takich wyrobach jest możliwe dodawania substancji polimerowych zwiększających ich przyczepność do metalu. Podkład ciekły odcina też kratery powłoki proszkowej, które bez niego posiadałyby łatwy dostęp wilgoci do powłoki cynkowej, powietrza i jonów chlorkowych oraz siarczanowych będących promotorami korozji cynku pod powłoką proszkową, zwłaszcza w atmosferze C5 I (ciężkiej przemysłowej) i C5 M (morskiej). Produkty korozji z czasem rozprzestrzeniają się szerzej, niż wskazuje na to szerokość krateru w farbie proszkowej [6]. Należy też pamiętać, że produkty korozji cynku zwiększają swoją objętość o ~20%, rozpychając się dookoła.
Na podstawie analizy technologii cynkowania stwierdzono, że najlepszymi powłokami cynkowymi dla pokrywania wyrobami lakierowymi są powstające w najniższej temperaturze cynkowania zanurzeniowego (~450oC) oraz te, które były po cynkowaniu chłodzone na powietrzu a nie w wodzie [4]. Stosowane operacje technologiczne przygotowujące powłokę stali ocynkowanej zanurzeniowo przed lakierowaniem proszkowym podaje tablica 1.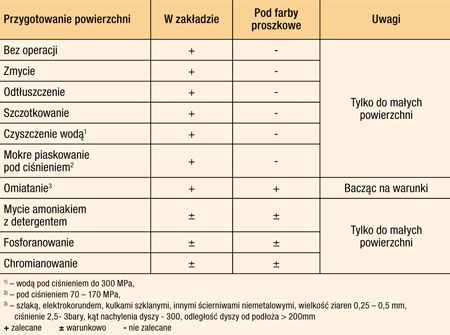
Tablica 1. Przygotowanie powierzchni i proponowane operacje przed malowaniem powierzchni ocynkowanych (7).
Technologia przygotowywania powierzchni stali ocynkowanej zanurzeniowo przed lakierowaniem proszkowym
Ramowa technologia malowania w warunkach warsztatowych niewielkich konstrukcji ocynkowanych składa się z następujących operacji:
1. Obróbka powierzchni narzędziami ręcznymi lub z napędem mechanicznym
2. Odtłuszczanie3. Mycie amoniakiem z detergentem
4. Chropowacenie
5. Omiatanie z kurzu
6. Fosforanowanie
7. Chromianowanie
8. Malowanie
- Obróbka powierzchni narzędziami ręcznymi lub z napędem mechanicznym
Obróbka narzędziami ręcznymi lub z napędem mechanicznym stosowana jest w celu usunięcia zgodnie z wymaganiami normy PN EN ISO 1461 nadmiernie ostrych nadlewów i ostrych zadziorów cynku, stępienia krawędzi, wyrównania powierzchni, na której osadził się cynk w postaci tzw. kaszy, topników i popiołów oraz skalibrowania otworów [8].












