




• Dzielenie malarni proszkowej z innymi procesami technologicznymi – prowadzenie w tym samym pomieszczeniu obróbki mechanicznej, umiejscowienie spawalni, czy nawet utrzymywanie lakierni ciekłej zdecydowanie pogorszy naszą możliwość kontroli jakości wykonywanych powłok.
• Niewłaściwe umiejscowienie magazynu farb proszkowych – powinny być one przechowywane w wydzielonym pomieszczeniu, ponieważ na malarni zawsze będą one powodem powstawania zanieczyszczeń i magazynem kurzu.
Zanieczyszczenia z kabiny na powłoce.
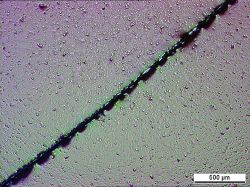
Powierzchnia detalu sprawia problemy
Mimo że więcej uwagi zwracamy na walory wizualne powłok malarskich, to ich główną rolą na elementach metalowych jest ochrona przed korozją. Aby zabezpieczenie było skuteczne, uzyskana warstwa pokrycia powinna być szczelna. Zdarza się jednak w wielu przypadkach, że na gotowej powłoce proszkowej pojawiają się kratery będące wynikiem ulatniania się gazów z warstwy wierzchniej detalu. Najczęściej dzieje się tak w przypadku różnego rodzaju odlewów. W zależności od technologii wytwarzania i użytego stopu problem może być mniej lub bardziej dolegliwy. Zawsze jednak przyczyna jest ta sama. Podgrzewanie pomalowanego elementu w celu utwardzenia farby proszkowej uwalnia gazy zamknięte w strukturze odlewu. Problemy z odgazowywaniem występują także w przypadku nakładania powłok na powierzchnie stalowe cynkowane ogniowo. Najczęściej stosowanym środkiem zapobiegawczym w obu przypadkach jest wygrzewanie przeznaczonych do malowania elementów w temperaturze wyższej od wymaganej do utwardzenia farby proszkowej. Jest to rozwiązanie energochłonne i nie zawsze skuteczne. Trudno bowiem zagwarantować, że przy kolejnym grzaniu, już po napyleniu farby, gazy znowu nie będą się uwalniać. Kolejnym dostępnym rozwiązaniem pomagającym przezwyciężyć problem jest stosowanie modyfikowanych farb proszkowych zawierających komponenty opóźniające moment zżelowania powłoki. Powodzenie zastosowania tego rozwiązania jest ograniczone i nie powinniśmy się dziwić, że naprawdę mocno odgazowujące powierzchnie i tak będą bardzo trudne do właściwego pokrycia za pomocą jednej warstwy malarskiej. O ile jesteśmy zdecydowani na poniesienie kosztów malowania dwuwarstwowego możemy zastosować jako podkład farbę proszkową lub ciekłą. Takie rozwiązanie jest bardzo skuteczne szczególnie w sytuacji, gdy inne próby zażegnania problemu zawiodły.
Dość częstym powodem odgazowywania powierzchni są również substancje, które znalazły się w warstwie wierzchniej malowanego elementu w wyniku procesów technologicznych poprzedzających nakładanie powłoki. Mogą to być w przypadku odlewów ciśnieniowych np. środki antyadhezyjne zapobiegające przyleganiu gotowego wytrysku do formy. Przy przetwarzaniu wyrobów stalowych po obróbce prowadzonej w wysokiej temperaturze na powierzchni może pojawić się zendra. W przypadku elementów poddawanych obróbce plastycznej w warstwie wierzchniej wyrobu mogą pojawić się smary, grafit, itp. Są one niezbędne dla właściwego przebiegu jednego procesu, lecz ich obecność znacznie utrudnia dobre jakościowo nałożenie powłoki proszkowej. W sytuacjach, gdy powierzchnia malowanego elementu jest zanieczyszczona możemy wspomóc się środkami chemicznymi, a gdy nie przynosi to spodziewanego rezultatu konieczne może być mechaniczne usunięcie zanieczyszczonej warstwy dla odsłonięcia czystego materiału. Przy tego typu problemach wygrzewanie elementów przed malowaniem jest raczej mało skuteczne.












