




Z elektrostatyką z powodzeniem może dać sobie radę wykorzystanie zmiennych linii ładowania (technologia SelectCharge) oraz AFC – eliminacja wzrostu natężenia. Jakkolwiek, optymalizacja efektywności lakierowania tak zróżnicowanych elementów przedstawionych czterech przypadkach wymusza maksymalną kontrolę prędkości cząsteczek proszku oraz aerodynamiki powietrza (zakładając, że proszek jest należycie naładowany).
Spójrzmy na typowy schemat ręcznego systemu do lakierowania proszkowego z wykorzystaniem tradycyjnej – eżektorowej pompy proszkowej (Rys 2).
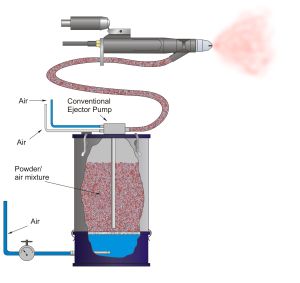
Powietrze sprężone wykorzystywane jest do:
- fluidyzacja proszku w zbiorniku;
- wytworzenie wystarczającego podciśnienia wewnątrz pompy proszkowej pozwalającego na pobranie proszku ze zbiornika stworzenie mieszanki proszkowo-powietrznej umożliwiającej transport poprzez wąż proszkowy; utrzymywania zatomizowanych cząsteczek proszku podczas transportu w kierunku aplikacji w celu równomiernego podania ich w kierunku produktu.
Minusem technologii konwencjonalnej jest to, że całe sprężone powietrze dodane do proszku zapewniając odpowiednią jego „dostawę” musi wydostać się wraz z cząsteczkami proszku przez aplikację. Poprzez szczeliny dysz aplikacji powietrze dostarczane wraz z proszkiem ukształtuje kształt „chmury” oraz decyduje o dynamice cząsteczek proszku podczas procesu lakierowania.W konwencjonalnej pompie nie jesteśmy więc w stanie odseparować powietrza, mającego za zadanie dostarczyć proszek do aplikacji i zoptymalizować niezależnie dynamikę proszku w strefie lakierowania. Ogranicza to więc naszą kontrolę nad niezależną dostawą proszku i optymalizacją kształtu chmury i szybkości proszku, czyli efektywnością lakierowania.
Pogorszeniem efektywności lakierowania jest sytuacja kiedy jesteśmy zmuszeni zwiększyć wydajność eżektorowych pomp proszkowych. Rys. 3 ilustruje typową charakterystykę działania pompy eżektorowej - krzywą wydajności pompy.
Przy większym wydatku proszku krzywa wydajności robi się bardziej horyzontalna, a każde zwiększenie ilości podawanego proszku wzmaga znacznie większej ilości sprężonego powietrza. Punkcie B krzywej dla tej samej zmiany ilości proszku ∆Q potrzebna jest znacznie większa ilość powietrza ∆V2. To znaczna zmiana ilości powietrza będzie miała znaczny wpływ na efektywność lakierowania produktów poprzez duże zwiększenie prędkości cząsteczek proszku.












