



Rodzaje dysz stosowanych do pneumatycznej obróbki strumieniowo-ściernej powierzchni, ich własności i zastosowanie - część I
W celu efektywnego realizowania wszystkich rodzajów pneumatycznej obróbki strumieniowo-ściernej powierzchni, niezbędna jest, obok właściwego zastosowanego ścierniwa, odpowiednia ilość sprężonego powietrza wpływająca do dyszy oraz jego ciśnienie.
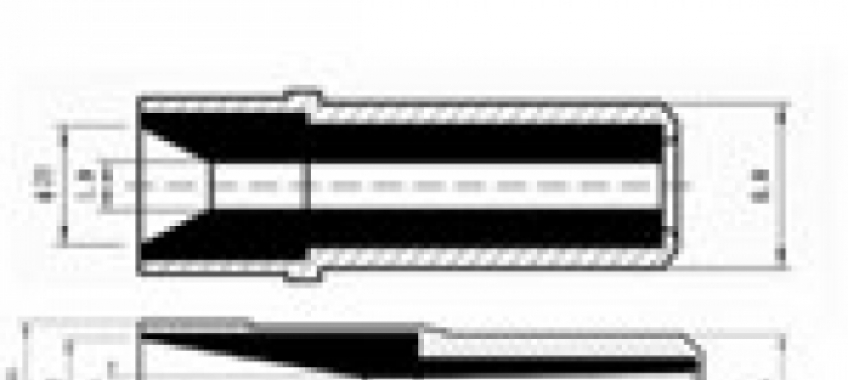
Dysza uporządkowuje wypływ mieszaniny powietrza i ścierniwa, ma wpływ na kształt śladu obróbki i stopień jednorodności pokrywania powierzchni obrabianej. Dokonuje też, w przypadku właściwego jej kształtu wewnętrznego, przyśpieszenia prędkości wylotu strumienia ziaren ściernych z dyszy. Dotyczy to zarówno obróbki powierzchni na sucho, „piaskowania mokrego”, jak i czyszczenia strumieniem wody pod wysokim ciśnieniem. Wielkość dyszy, czyli jej wewnętrzna średnica D wyrażona w mm, nazywana jest „średnicą krytyczną”. Ma ona największy, obok ciśnienia sprężonego powietrza, wpływ na wydajność obróbki strumieniowo-ściernej. Jak wykazują badania, ilość podawanego sprężonego powietrza do dyszy jest proporcjonalna do „przekroju krytycznego” dyszy (pośrednio do „średnicy krytycznej”). Pokazuje to tablica 1.

W tablicy 1 pokazane są też wielkości strumienia piasku kwarcowego wylatującego z dyszy w ciągu jednej godziny oraz zapotrzebowanie energii na wytworzenie odpowiedniej ilości powietrza, pokonania wszystkich oporów oraz strat ciśnienia całej instalacji. Wielkość strumienia ściernego jest określona doświadczalnie dla piasku kwarcowego. Dla innych ścierniw brak jest takich opracowań. W przybliżeniu można wyliczyć wielkość strumienia dla innych ścierniw, zastępując wartość ciężaru nasypowego piasku kwarcowego 1,6002 kg/dcm3, ciężarem nasypowym zastosowanego ścierniwa zgodnej z wielkością jego granulacji, na przykład śrutu G50 czy S390.
W tablicy celowo podano ilości powietrza podawanego do dyszy w m3/h a nie tradycyjnie w m3/minutę, aby pokazać, że w „strumieniu ściernym”, proporcja ilości ścierniwa i sprężonego powietrza oscyluje wokół wartości 1 dcm3 ścierniwa na 1 m3 sprężonego powietrza. Wtedy ścierniwo wylatujące z dyszy jest ledwie widoczne a jednocześnie posiada optymalną skrawność, a więc i wydajność obróbki strumieniowo-ściernej. Umiejętność operatora pneumatycznej oczyszczarki polega na wytworzenia takiego optymalnego strumienia ściernego.











