



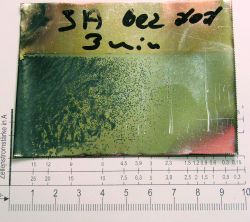
Fot. 3. Kropki na powłoce chromu, brak siarczanów.
W poprzednim przypadku (na fot. 2 widoczna jest płytka z komórki Hulla) kąpiel praktycznie straciła wgłębność i widoczne były szrobrązowe plamy. Zakres powłok błyszczących wynosił 5-7A/dm2. Kąpiel zawierała zbyt dużo jonów siarczanowych. Nadmiar siarczanów strąciliśmy za pomocą węglanu baru. Efekty w postaci powiększenia się strefy słyszącej były widoczne natychmiast, widać to wyraźnie na fot. 4. Dodatkowo kąpiel została uzupełniona katalizatorami, co jeszcze dodatkowo poprawiło obszar prądowy, gdzie występują powłoki błyszczące i praktycznie zakres ten jest od 2 do 10A/dm2.
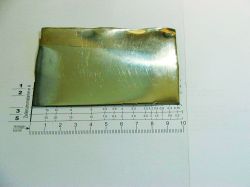
Fot. 4. Powłoka błyszcząca po redukcji siarczanów.
Natomiast w nowej sytuacji dodanie węglanu baru i wytrącenie nim siarczanów spowodowało tylko powiększenie się ilości kropek na próbce. Poszukując rozwiązania przeprowadziliśmy kilka prób w komórce Hulla i okazało się, że po dodaniu katalizatorów chromowania (to jeszcze nie rozwiązało problemu) i dodaniu kwasu siarkowego „nasze” smugi zniknęły. Czyli zanim jeszcze kąpiel została wysłana do analizy my we własnym zakresie rozwiązaliśmy problem. Co ciekawe, podobne skutki - szarobrązowe plamy powstawały w wyniku zbyt małej, jak i zbyt dużej ilości kwasu siarkowego. Przy czym przestrzegam przed czysto literaturowym traktowaniem powstających błędów. Wcale nie jest powiedziane, że to, co odczytamy z tabeli błędów (dostarczonej nam przez firmę, która zaopatruje nas w dodatki do kąpieli), to jest rozwiązanie naszego problemu. Szczególnie w przypadku kąpieli do chromowania. Chromowanie, wbrew pozorom, jest bardzo skomplikowanym procesem. Tutaj same zanieczyszczenia, rozumiem przez to jony metali, które dostają się do kąpieli chromującej stanowią katalizator procesu. Dlatego też stare podręczniki do galwanizacji zalecają do sporządzenia nowej kąpieli wziąć trochę starej. Obecnie stosowane są dodatki będące mieszaniną wielu związków chemicznych. Praktycznie nie ma potrzeby dochodzić co wchodzi w ich skład, kupno każdego składnika osobno i dawkowanie do kąpieli nie ma sensu. Wychodzi to zbyt drogo, a jednocześnie nie mamy wsparcia techniczno-technologicznego ze strony dostawcy dodatków, a jest to bardzo istotne, chociażby z tego powodu, że zawsze możemy się skonsultować, tudzież wysłać próbkę kąpieli do analizy.
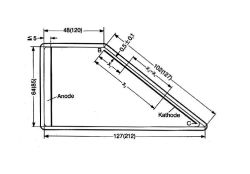
Wracając do samodzielnej analizy problemu bardzo polecam proste narzędzie, jakim jest komórka Hulla, polecam to narzędzie diagnostyczne wszystkim małym galwanizerniom. Praca z komórką Hulla jest w sumie bardzo prosta, wyniki są natychmiastowe i łatwe w interpretacji przy odrobinie wiedzy i doświadczenia. Taką komórkę wykonałem samodzielnie z polimetakrylanu metylu (szkła organicznego) i jak dotąd oddaje nieocenione usługi. Kształt i wymiary komórki Hulla są powszechnie dostępne w literaturze. Na fot. 5 pokazane są wymiary komórki Hulla dostępne w literaturze niemieckojęzycznej. Natężenie prądu, jakie jest w danym punkcie na długości blaszki można wyliczyć wg wzoru (dla małej komórki 250ml): Ik=I * (5,10-5,24lgX).












