



Prostowniki trójfazowe z autotransformatorem nie mają kondensatorów na wyjściu. Po prostu prąd otrzymywany z transformatora trójfazowego jest prostowany za pomocą układu zwykle sześciu diod i krzywa prądowa posiada małą pulsację. Na czym polega prostowanie jedno-, dwu- czy sześciopulsowe pokazuje rys 2.
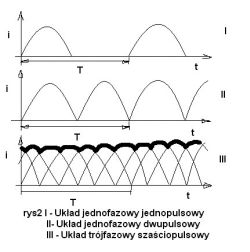
Rys. 2.
I - Układ jednofazowy jednopulsowy
II - Układ jednofazowy dwupulsowy
III - Układ trójfazowy sześciopulsowy
Natomiast obraz oscyloskopowy wierzchołka krzywej dla układu sześciopulsowego przedstawia fot. 7.Tyrystory zastosowane w układach prostowniczych obcinają część sinusoidy i dla wyrównania krzywej prądowej wskazane jest zastosowanie dodatkowych filtrów indukcyjnych. My zastosowaliśmy, jak wspomniałem, baterię kondensatorów. Regulacja układu sterowania tyrystorami jest realizowana za pomocą zwykłego potencjometru. Jednak by uzyskać dużą precyzję podczas ustawiania prądu zastosowaliśmy potencjometr wieloobrotowy. Problem prostowników w galwanizerni jest jednym z kluczowych. Wiedza z zakresu działania prostownika i jego skutków pracy pozwala na szybkie postawienie diagnozy dlaczego powłoki nie chcą wychodzić. Nie zawsze wina leży po stronie kąpieli. Opisując kwestie związane z prądami podczas procesu chromowania chciałbym wspomnieć o zjawisku, które daje się zaobserwować podczas ustawiania natężenia prądu na prostowniku. W procesie chromowania, podczas zwiększania natężenia prądu do zadanego, mamy okazję obserwować na amperomierzu w pewnym momencie skokowy spadek natężenia prądu (oczywiście przy prostowniku, który nie ma stabilizacji prądowej). Natężenie prądu dalej podnosimy aż do zadanego. Zjawisko to związane jest ze stosunkowo wysokim napięciem rozpadu kwasu chromowego.
Dolną granicą natężenia, gdzie zaczyna się osadzać powłoka chromowa jest właśnie zaznaczony na rys. I kryt. Czasami, gdy nie chcemy przypalić narożników detalu dajemy minimalne natężenie, ale tu należy być ostrożnym. Gdy zauważymy, że wskazówka amperomierza lekko drga, a gazowanie w kąpieli odbywa się falami, to mamy duże szanse, że otrzymamy spore powierzchnie niedochromowane. Lepiej dać większe natężenie licząc się koniecznością przepolerowania narożników niż ściągać warstwę chromu, bo to jest zawsze kłopot. Często przy chromowaniu dajemy uderzenie prądowe, np. 2 x wyliczone natężenie w tym celu, by przykryć chromem wgłębienia. Takie uderzenie trwa kilkanaście sekund i wracamy do wartości zadanej. Chrom na narożnikach nie zdąży się jeszcze przypalić, a zagłębienia czy otwory będziemy mieli dochromowane. Sam proces chromowania dekoracyjnego przebiega przy napięciu ok. 3V. Przy czym inne napięcie będzie podczas chromowania pojedynczej koperty do zegarka a inne przy chromowaniu felgi. Nie da się prosto przeliczać: powierzchnia detalu x nominalny prąd przewidziany na 1 dm2 chromowanej powierzchni. Tutaj niestety decyduje tylko doświadczenie galwanizera. Patrząc na powstające problemy i sposób ich rozwiązania przy tylko jednym procesie galwanicznym widać wyraźnie potwierdzenie mojej początkowej tezy, iż zawód galwanizera jest zawodem interdyscyplinarnym, gdzie ważne jest dobre przygotowanie teoretyczne, ale najwięcej wiedzy zdobywa się podczas normalnej praktyki w galwanizerni.Waldemar Tomankiewicz
Kraków












