



Chromianowanie
Pisząc o problemach, z którymi się spotykamy podczas nakładania powłok galwanicznych, trudno nie wspomnieć o chromowaniu. Wbrew pozorom jest to jeden z bardziej skomplikowanych procesów galwanicznych. W ostatnim artykule, który ukazał się w nrze 4(42)/2006 LP pisałem, że w poradniku galwanicznym LPW z 1900 roku nie ma ani słowa o chromowaniu. Jest to proces wprowadzony na skalę przemysłową dopiero w I połowie XX w.
Pisząc na temat chromowania i problemów z tym związanych, chciałbym wspomnieć o kwestii wgłębności kąpieli chromującej. Jest to stały problem galwanizerów, którzy muszą obrabiać detale o skomplikowanych kształtach. W przypadku chromowania detali o skomplikowanych kształtach brak jest powłoki chromowej w zagłębieniach, natomiast na krawędziach następuje już przypalenie chromu. Jednym z istotnych czynników mających wpływ na zdolność kąpieli do krycia skomplikowanych kształtów jest zawartość kwasu siarkowego. Oczywiście, do obecnych kąpieli chromujących stosuje się specjalne katalizatory jako dodatki do chromowania. Są to mieszaniny skomplikowanych związków organicznych. Tego typu dodatki są dostępne bez problemu u przedstawicieli handlowych, którzy sprzedają ww. dodatki do kąpieli. Przy czym firmy produkujące tego typu dodatki dokładnie określają, jaka ma być zawartość kwasy siarkowego w kąpieli chromującej. Bardzo często nieznaczne ilości obcych metali, które są wprowadzane do kąpieli chromującej, działają jako katalizatory chromowania. Dlatego też podczas sporządzania nowej kąpieli chromującej zaleca się częściowe wykorzystanie starej kąpieli.


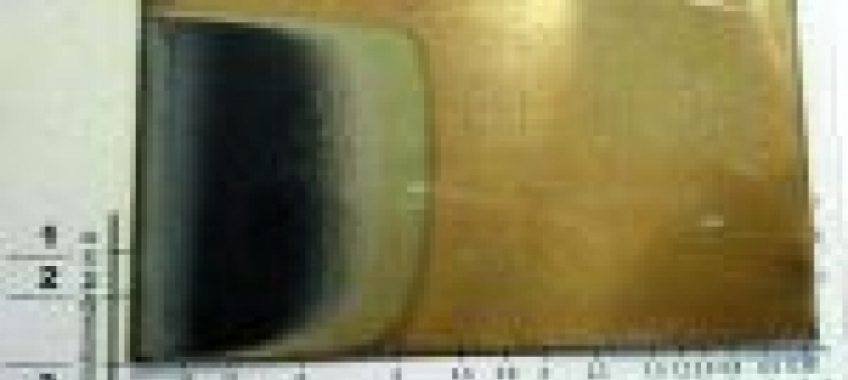
Fot. 4. Czarna blaszka z chromu

Fot. 5. Blaszka testowa
Jak wspomniałem, dokładne utrzymywanie zawartości kwasu siarkowego ma istotny wpływ na wgłębność kąpieli galwanicznej i zakres występowania powłok błyszczących. Zawartość siarczanów musi utrzymać się w ściśle określonych granicach. Jednak podczas procesu galwanizacji bardzo często dawana jest podwarstwa niklu lub miedzi. Zarówno w jednej, jak i drugiej kąpieli występują jony siarczanowe, które mimo starannego płukania – przedostają się do kąpieli chromującej, podnosząc zawartość siarczanów. Pierwszym wizualnym objawem przekroczenia zawartości siarczanów jest utrata zakresu prądowego, który pozwala na uzyskanie powłoki błyszczącej. Zakład posiadający własne laboratorium kontroluje zawartość tego składnika na bieżąco, jednak mały zakład rzemieślniczy zwykle zleca usługę analizy kąpieli chromującej i to najczęściej jak się pojawiają problemy. Analiza kąpieli chromującej, a szczególnie zawartość siarczanów, wymaga odpowiedniego oprzyrządowania (np. wirówki laboratoryjnej). Jednym z łatwiejszych pod względem technicznym sposobów na ocenę jakości kąpieli jest analiza w komórce Hulla. Gorzej jest z oceną na podstawie wyglądu blaszki otrzymanej z komórki Hulla. Nie ma zbyt dużo literatury, która omówiłaby analizę kąpieli na bazie ww. komórki. Jedna z niemieckojęzycznych książek, która podaje analizę kąpieli galwanicznych za pomocą komórki Hulla, jest trudno osiągalna na rynku, a nakład jest wyczerpany. Pewne informacje można znaleźć np. na angielskojęzycznych stronach internetowych. Jednak zdecydowanie najlepsze jest własne doświadczenie. Z uwagi na to, że konstrukcja komórki jest bardzo prosta, warto sprawić sobie takie urządzenie. Komórka pozwala dosyć dokładnie określić zakres prądowy, gdzie występują powłoki błyszczące. Na fot. 2 widoczna jest płytka z komórki Hulla z analizy kąpieli, która praktycznie straciła wgłębność. Zakres powłok błyszczących wynosi 5-7 A/dm2. Kąpiel zawierała zbyt dużo jonów siarczanowych. Metodą na szybkie i skuteczne obniżenie siarczanów jest zastosowanie węglanu baru. Nadmiar siarczanów został wytrącony właśnie za pomocą węglanu baru. Efekty w postaci powiększenia się strefy błyszczącej były widoczne natychmiast. Dodatkowo kąpiel została uzupełniona katalizatorami, co jeszcze dodatkowo poprawiło obszar prądowy, gdzie występują powłoki błyszczące fot. 3. Praktyczny zakres ten zawiera się od 2 do 10 A/dm2. Praca z komórką Hulla jest bardzo prosta. Wyniki są natychmiastowe i przy pewnym doświadczeniu łatwe w interpretacji. Zdecydowanie polecam to narzędzie diagnostyczne wszystkim małym galwanizerniom. Ostatecznie tego typu komórkę można wykonać we własnym zakresie, np. z polimetakrylanu metylu (szkła organicznego). My wykonaliśmy taką komórkę i jak dotąd oddaje ona nam nieocenione usługi. Kształt i wymiary komórki Hulla są powszechnie dostępne w literaturze. Gorzej jest, jak już wspomniałem, z opisami interpretującymi wyniki uzyskane z komórki Hulla. I tutaj również najważniejsze staje się doświadczenie galwanizera. W swojej praktyce galwanizerskiej spotkałem się z dosyć nietypowym problemem występującym w przypadku kąpieli chromującej. Na fot. 4 pokazana jest pochromowana blaszka bezpośrednio w wannie z kąpielą chromującą. Przypadek ten jest bardzo nietypowy. Ślady srebrnej powłoki chromowej są widoczne tylko w zagłębieniach blaszki. Cała powłoka jest szara, matowa, niemal czarna. Analiza w komórce Hulla nic nie dała – płytka wychodziła dobrze. Wniosek był taki, że kąpiel pracuje prawidłowo. Po dłuższym zastanowieniu spróbowaliśmy sprawdzić jak wygląda wykres oscyloskopowy prądu i po konsultacjach doszliśmy do wniosku, że kształt krzywej sugeruje, iż nie pracuje jedna lub dwie kolumny transformatora. Dokładne pomiary napięć w instalacji prostownika wykazały, że nie pracowała jedna kolumna. Przyczyna okazała się banalna: brak dobrego styku na zasilaniu transformatora. Poprawienie styków i dokręcenie przewodów radykalnie zmieniło sytuację. Powłoki zaczęły przypominać chromowe. Informacja jak wyglądają powłoki chromowe w sytuacji tak dużych tętnień prądu jest praktycznie niespotykana. Informację, że chrom przy tętnieniu powyżej 5 proc. ma kolor szary znaleźliśmy wyłącznie w literaturze niemieckiej. Ponadto, dołożenie kondensatorów o dużej pojemności na wyjściu prostownika poprawiło charakterystykę krzywej (zminimalizowało tętnienia).






