




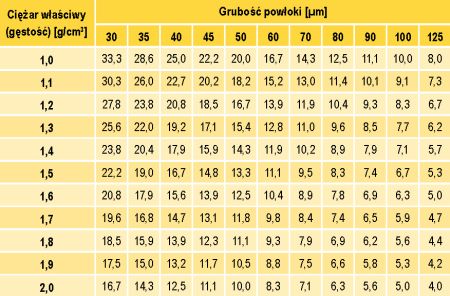
Pomiar grubości powłoki [µm].
Wykorzystanie farby proszkowej
Nawet najlepszej klasy farba proszkowa nie pozwoli nam na pełne wykorzystanie jej wydajności, jeżeli będziemy ponosili poważne straty w czasie malowania. Źle skonfigurowana malarnia, a przede wszystkim kabina oraz jej system odzysku farby, generują poważne straty, znacząco wpływające na wynik wydajności farby. Nie da się oczywiście wykorzystać farby w 100%, ale w najbardziej sprawnych systemach aplikacyjnych można osiągnąć wyższą niż 90% efektywność malowania oraz całkowite straty farby poniżej 2-3% (!). Na straty farby w procesie malowania ma duży wpływ wypylenie spoza obrębu kabiny, czyli poza zasięg systemu odzysku. W dużym stopniu ma na to wpływ kształt i wielkość malowanych detali, ale również sposób ich zawieszenia. Nie możemy „malować powietrza” – farba zawrócona do systemu odzysku podlega stopniowemu rozdrabnianiu i także wpływa na straty. W optymalnych systemach recyklingu farba zawrócona do powtórnego zastosowania nie przekracza 20% farby świeżej. Jeżeli nasz system odzysku podaje nam farbę z obiegu wtórnego w ilości ponad 30% w stosunku do farby świeżej – możemy mieć problem związany ze wzrostem strat. Jest to najbardziej zauważalne w przypadku cyklonowych systemów odzysku, które są tak skonfigurowane, aby odrzucały do filtra końcowego linii, czyli do odpadów drobne zanieczyszczenia, ale również cząstki farby o granulacji poniżej 10 µm. Na ilość farby rozdrobnionej wracającej do wtórnego wykorzystania ma wpływ efektywność malowania oraz optymalizacja parametrów aplikacyjnych linii.
Granulacja farby (Partical Size Distribution – PSD)
Parametrem wyjściowym, mającym wpływ na wydajność farby jest jej granulacja. Na etapie produkcji i kontroli jakości produktu nieodzownym testem jest weryfikacja składu granulometrycznego farby (załączamy przykładowy raport z badania PSD). Najważniejsza wartość, jaką należy analizować w tego typu raportach, jest udział frakcji najdrobniejszej, czyli o wielkości ziarna poniżej 10 µm. Frakcja ta jest na tyle drobna, że praktycznie nie ma zdolności na przyjmowanie ładunku, zaś jedyna możliwość osiadania tak drobnych cząsteczek farby na detalu wynika z kinetyki procesu napylania. Udział frakcji najdrobniejszej nie powinien być większy od 10% (dla farb o standardowej sile krycia), typowo powinien być w granicach 5 do 7 %. Zwiększony udział frakcji drobnej, a w przypadku farb niskiej jakości można spotkać przypadki jej nawet 20% udziału (!), generuje wysokie straty ze względu na zmniejszenie efektywności malowania oraz straty generowane przez system odzysku.












