



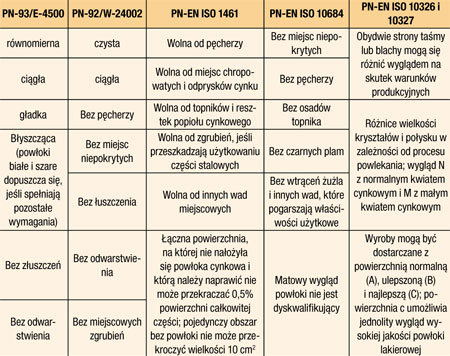
Wady powierzchni powłok stali ocynkowanej
Zanieczyszczenia powierzchni ocynkowanej związane z operacjami technologicznymi cynkowni: 1 - ślady pozostałości topników (przeważnie ZnCl), zwłaszcza na porowatych odlewach w formie porów i plam o różnym zabarwieniu, 2 - popioły cynkowe łatwe do usunięcia w formie czarnych plamek (tlenki cynku), 3 - krople cynku na powierzchni, 4 - ostre nadlewy, krawędzie i zadziory oraz sople i falbanki na siatkach od ociekającego cynku, 5 - miejsca nie pokryte cynkiem (dopuszczone do 0,5% powierzchni i o wymiarach nieprzekraczających powierzchni 100 cm2) (2), 6 - grubość warstwy cynkowej tworzącej powłokę powinna wynosić nie mniej niż wg PN EN ISO 1461 i PN-EN ISO 14713 (2). Zbyt duża grubość powłoki cynku może prowadzić do oderwania się całej warstwy cynku w cynkowni lub po obróbce strumieniowo-ściernej, zwłaszcza po śrutowaniu) (1), 7 - rozwarstwianie się całej warstwy cynku od podłoża stalowego w przypadku: a - zbyt reaktywnej stali o zawartości krzemu mieszczącej się w niekorzystnym dla cynkowania przedziale 0,05 - 0,12% i powyżej 0,25%, może wtedy wystąpić znaczne zwiększenie grubości powłoki cynku, powodujące obniżenie lub całkowity brak przyczepności do powierzchni cynkowanego elementu. Dodatkowym efektem tego zjawiska jest powstawanie szorstkiej powłoki o szarym zabarwieniu, które na skutek starzenia się w warunkach atmosferycznych może przejść w brązowe; b - zbyt długiego przetrzymywania wyrobu w kąpieli cynkowej; c – zbyt wysokiej temperatury kąpieli cynkowej; d – nadmiernej chropowatości powierzchni stali. 8 - twardy cynk na powłoce zewnętrznej – powstały w wyniku osadzania się na powierzchni soli żelaza pochodzących ze złego wypłukania kąpieli trawiących, pozostałości nadmiaru żelaza z procesu topnikowego oraz produktów korozji wanny do cynkowania i nie usuwania pływających zanieczyszczeń w wannie (4). 9 - kruchości wodorowej stali – powstającej przy cynkowaniu stali o podwyższonej wytrzymałości na skutek wniknięcia wodoru w strukturę stali podczas trawienia i zbyt intensywnego oraz przedłużania tego procesu (1). Uwalnia się on dopiero po cynkowaniu, szczególnie podczas utwardzania w piecu farb proszkowych. 10 - łuszczenie się powierzchniowej warstwy cynku od faz żelazo/cynku na skutek zbyt wolnego schładzania po cynkowaniu lub składowanie gorących elementów jeden na drugim (4).

Inne uwarunkowania mogące mieć wpływ na przyczepność powłok lakierowych do cynku






