





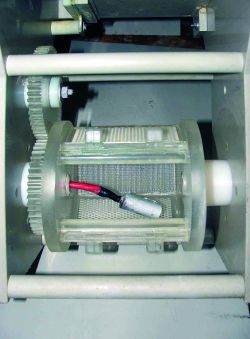
Fot. 7. Mała perforacja w płycie plexi.

Fot. 6. Napęd małego bębenka.
Ten bębenek wraz z gruszką kontaktową jest widoczny na fot. nr 7. Z kolei na fot. 7-2 widać jego przekładnię zębatą wraz ze sposobem zamknięcia bębna. Poprzez powolny obrót bębna detale przesypują się wewnątrz bębna i te, które są na zewnątrz stosu są poddawane procesowi galwanizacji prądem o największym natężeniu. Trwa to zwykle kilka sekund i po chwili już następny detal jest na powierzchni i ona jest galwanizowana największym prądem. Gdybyśmy spróbowali tak dużym prądem obrabiać detal na zawieszce, to na pewno przypalilibyśmy powłokę. Odrębnym problemem jest galwanizowanie detali, które posiadają np. wąsy czy też wypustki, istnieje bowiem ryzyko, iż detal swoim wąsem zaczepi się o otwór w ścianie bębna i nie pokryje się powłoką. Tutaj mamy w zasadzie dwie możliwości: zmienić bęben na taki, który ma mniejsze otwory lub przejść na kielich galwanizerski. My w swojej praktyce stosujemy bębny galwanizerskie o różnej perforacji ścianki. Ważne jest, by bębna nie zapełniać powyżej 50%. Praktyka pokazała, iż taki procent zapełnienia pozwala na to, by praktycznie każdy detal miał okazję znaleźć się na górnej warstwie, która ma największą gęstość prądu.

Czasami części obrabiane w masie posiadają na tyle skomplikowane kształty, że potrafią się wzajemnie sczepić. Wówczas stosuje się często wypełnienie np. kulkami szklanymi, które powodują rozczepienie się detali podczas obrotów bębna. Jednak nie zawsze pomaga wypełnienie.
Czasami należy zastosować indywidualne podejście do tematu. Mieliśmy taki przypadek, iż musieliśmy pozłocić detale wykonane z cieniutkich drucików o powierzchni 0,2 mm², mających kształt haczyków. Problemem było wszystko, haczyki doskonale sczepiały się ze sobą i w nawet najmniejszym bębenku obracał się cały „kołtun”, ponadto cześć haczyków potrafiła się „przykleić” do ścianki plastikowego pojemnika i obracać się razem z nim, nie mówiąc o tym, że ze względu na bardzo cienkie wąsy absolutnie żaden bęben nie nadawał się do ich obróbki. Metodą prób i błędów postanowiliśmy zastosować ukośnie ustawioną zlewkę szklaną, do której wprowadziliśmy anodę, natomiast detale były obracane za pomocą katody przypominającej widełki – działało podobnie jak domowy mikser, tyle że kręcący się na wolnych obrotach. Taki pomysł rozwiązał nam kilka problemów na raz: sczepiające się ze sobą detale były delikatnie rozczepiane a ponadto nic nie mogło się przyczepić do ścianki szklanej zlewki, która stała nieruchomo. W celu zapewnienia nawet minimalnego przepływu jonów ze złotem całą zlewkę zanurzyliśmy w kąpieli złocącej. Na rysunku nr 1 widać ogólny schemat zastosowanego przez nas rozwiązania. Pomysł wypalił - haczyki pozłociły się doskonale.






