





Fot. 7-2. Mały bębenek z plexi.
W swojej praktyce galwanicznej stosujemy tylko bębny galwanizerskie. Zasadniczo sam proces galwanizacji pomiędzy obróbką na zawieszce a obróbką w bębnie niczym się nie różni. Stosując obróbkę masową musimy uwzględniać, iż w masie detale są galwanizowane przy różnych natężeniach prądu. Rozkład prądu w bębnie jest rozkładem statystycznym. Oznacza to, że nie możemy przyjąć, iż każdy detal będzie posiadał ściśle określoną grubość powłoki. W bębnie będą zapewne detale, które zostaną pokryte minimalną powłoką.
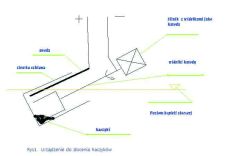
Rys. 1. Schemat urządzenia do złocenia haczyków.
Czasami też śrubka, zapinka bądź inny tego typu element potrafi się wcisnąć w miejsce, gdzie do bębna wchodzi przewód z gruszką kontaktową. Wysypując drobne detale z bębna należy kontrolować czy przypadkiem gdzieś nie zaplątał się detal bez powłoki galwanicznej. W chwili obecnej małe zakłady galwanizerskie nie mają większych problemów z zakupem oprzyrządowania do galwanizacji. Bębny galwaniczne są do dostania praktycznie od ręki, nie są one jednak tanie. Czasami warto pokusić się o wykonanie takiego urządzenia we własnym zakresie - wszystkie materiały i półprodukty są dostępne na naszym rynku. Jedynym kłopotem może być wykonanie kół zębatych, to niestety musi wykonać zakład posiadający odpowiednie frezarki, tam od razu doradzą, jaki moduł zęba dobrać tak, by wszystko chodziło bez zacięć. Zwracam uwagę na samo zamknięcie bębna. Detale w żadnym wypadku nie mogą się wysypać podczas procesu. Zawsze opłaci się posiadać dobry bęben, koszty budowy czy zakupu zwrócą się prędzej czy później.

Kraków






