




Przez pewien czas w technologii malowania proszkowego wiało nudą. Oferowane przez producentów urządzenia stawały się coraz bardziej doskonałe i podobne do siebie. Widoczne różnice zawężały się do stosowania rozwiązań dopasowanych do zawartości portfela klienta. Wydawało się, że na dłuższy czas rynek został podzielony pomiędzy poszczególnych graczy.
Jednak niedawno okazało się, że „mała stabilizacja” jest stanem chwiejnym. Na rynku pojawiło się rozwiązanie rewolucyjnie zmieniające podejście do aplikacji farb proszkowych – technologia Direct Density Feeding (Bezpośredniego Zagęszczonego Zasilania). Niniejszy tekst jest w całości poświęcony tej technologii, bo czy chcemy, czy nie, zmieni ona całkowicie podejście do napylania i odzysku farb proszkowych w ciągu najbliższych lat.

Farba proszkowa, aby mogła utworzyć powłokę na pokrywanym przedmiocie musi być przetransportowana z opakowania fabrycznego do aplikatora, zostać naładowana elektrostatyczne, napylona i utwardzona. Przez wiele lat do transportu proszku były stosowane jedynie w pełni pneumatyczne systemy eżektorowe oparte o zwężki Venturiego. Zasadę działania takiego rozwiązania przedstawia rysunek nr 1.
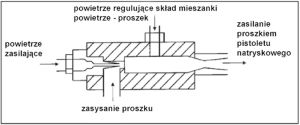
Powietrze zasilające jest podawane pod ciśnieniem przewodem o małej średnicy do komory mieszania, gdzie rozprężając się powoduje ono powstanie podciśnienia w przewodzie zasysającym proszek z kartonu czy fluidyzowanego podajnika. Regulując ilość powietrza dostarczanego dodatkowo do komory mieszania, jesteśmy w stanie wyregulować w ograniczonym zakresie procentową zawartość proszku w podawanym do napylania powietrzu. Mieszanina proszku i powietrza jest dalej podawana przewodami giętkimi do aplikatorów. Długość przewodów, ich jakość, stopień zużycia mają wpływ na parametry zasilania napylania. Zachodzące stale w wyniku ściernego działania proszku zużywanie się elementów eżektora powoduje konieczność wprowadzania stałych korekt nastawionych wartości zasilania sprężonym powietrzem. Poza tym, główną słabością tego rozwiązania jest konieczność transportu całkowicie zbędnych dla właściwego przebiegu procesu malowania bardzo dużych ilości powietrza trafiających do systemu aplikacji i odzysku proszku. Każdy metr sześcienny powietrza ponad konieczne minimum dostarczony do kabiny natryskowej jest zawsze w taki czy inny sposób szkodliwy dla jakości uzyskiwanych powłok. Najbardziej widocznymi efektami nadmiaru powietrza są utrudnienie kontroli kształtu chmury naładowanego proszku i obniżenie skuteczności jego osiadania. Dodatkowo jesteśmy zmuszeni niepotrzebnie wydatkować środki na budowę systemów cyklonowych lub filtrowych o zbyt dużej do rzeczywistych potrzeb wydajności. Dalsze koszty to nakłady energii na ich eksploatację i dostarczanie nadmiaru sprężonego powietrza. Oczywiste jest, że problem drastycznie pogłębia się wraz ze wzrostem ilości aplikatorów zainstalowanych w kabinie. Dlatego też, ograniczenie ilości powietrza używanego w procesie napylania farb proszkowych stało się celem rozmyślań konstruktorów.












Komentarze (0)