



Grubość warstwy przypowierzchniowej dla większości odlewów cynkalowych nie przekracza na ogół 15 µm [4]. Pod tą warstwą znajduje się czysty i nieporowaty metal, mający strukturę mikrokrystaliczną. Grubość tej warstwy nie przekracza na ogół 300 µm. Pod tą warstwą stop staje się porowaty a jego struktura gruboziarnista. Dobre przygotowanie detali znalowych pod powłoki malarskie ma miejsce wówczas, gdy zeskrawana jest tylko warstwa przypowierzchniowa, a warstwie mikrokrystalicznej nada się odpowiednią chropowatość. Usunięcie całej warstwy mikrokrystalicznej doprowadzić może do odsłonięcia warstwy porów i szczelin między grubokrystalicznymi kryształami stopu, w które wnikną płyny obróbkowe. Może to być przyczyną powstawania korozji pod powłoką ochronną.
Stan powierzchni detali stalowych kierowanych przed malowaniem do obróbki pojemnikowej uzależniony jest od takich czynników, jak:
- metody przetwórstwa metalu (np. walcowanie na zimno, na gorąco, odlewanie, odkuwanie itp.) oraz takich operacji, jak np. obróbka cieplna, spawanie, operacja toczenia, frezowania, wiercenia czy wykrawania na prasie itp.,

Rys. 3. Przedmiot stalowy po wycinaniu z widoczną zgorzeliną, ostrymi krawędziami i pozostałościami środków smarnych.
W związku z tym na powierzchni detali stalowych mogą poza wypływkami i ostrymi krawędziami występować takie zanieczyszczenia, jak: rdza, zgorzelina, wilgoć, oleje i smary, zendra z procesu spawania, sole nieorganiczne i organiczne, kwasy i alkalia, kurz, pył (rys. 3).
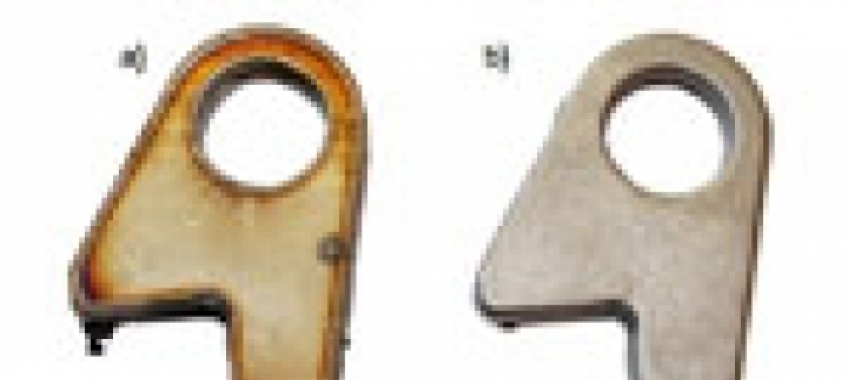
Proces obróbki powierzchniowej powinien zlikwidować wypływki i ostre krawędzie oraz zapewnić usunięcie tych zanieczyszczeń do czystego metalu i nadanie jego powierzchni odpowiednio wysokiej porowatości (rys. 4.).

Rys. 4. Przedmiot stalowy po obróbce wibrościernej - przygotowany do malowania.
Malowanie tworzyw sztucznych jest bardzo złożonym procesem i stwarza wiele problemów. Najistotniejszą właściwością decydującą o podatności tworzywa do malowania jest jego napięcie powierzchniowe [5]. Niskie napięcie powierzchniowe i niepolarna budowa tworzyw powodują, że uzyskanie dobrej adhezji wymaga stosowania specjalnych zabiegów. Obróbka powierzchni poprawia zwilżalność podłoża i adhezję poprzez wzrost napięcia powierzchniowego, nadanie polarności i usunięcie substancji przeciwadhazyjnych. Obecność nawet znikomych ilości środków przeciwadhezyjnych, np. silikonowych, używanych przy formowaniu elementów tworzywowych do oddzielenia gotowych elementów od formy, w poważnym stopniu osłabia przyczepność powłok lakierowych. Ponadto, wyroby z tworzyw sztucznych, po wyjęciu z form, mają wypływki oraz zbyt gładką powierzchnię, aby nanoszona na nią warstwa lakieru lub farby miała dobrą przyczepność do podłoża. Niezbędna jest więc obróbka mająca na celu usunięcie wypływek, warstwy zewnętrznej wyrobu, w tym substancji antyadhezyjnej i nadanie powierzchni odpowiedniej chropowatości.












