




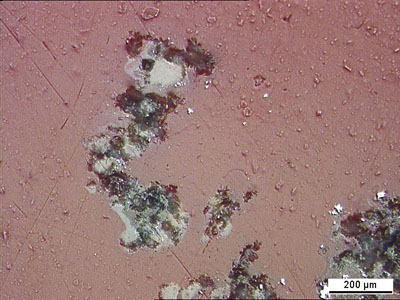
Zanieczyszczenia z kabiny malarskiej przeniesione na powłokę.

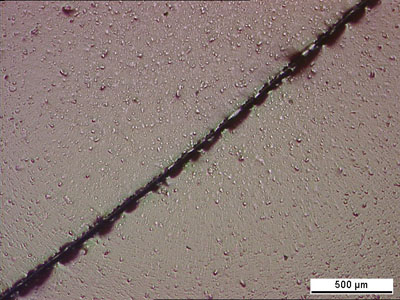
Bawełniana nitka z rękawiczek przeniesiona na powłokę.
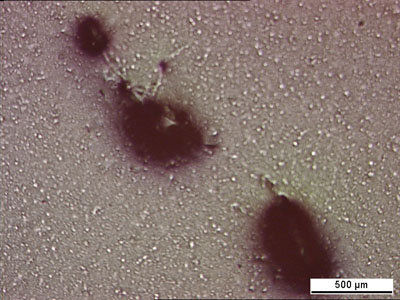
Sztuczne włókno z odzieży przeniesione na powłokę.
Ludzki włos na powłoce.
W procesie technologicznym przeważnie najsłabszym ogniwem jest człowiek i dlatego kolejną przyczyną problemów z jakością powłok proszkowych jest nieprzestrzeganie przez osoby odpowiedzialne za malowanie zaleceń przekazywanych przez dostawców sprzętu aplikacyjnego i materiałów powłokowych. Pozorna łatwość malowania proszkowego powoduje, że parametrom malowania nie poświęca się należytej uwagi. W celu źle rozumianej maksymalizacji wydajności malowania, farby proszkowe są ładowane zbyt dużym prądem do zbyt wysokich potencjałów. W rezultacie uzyskiwana powłoka jest nierównomierna, powierzchnie są niedomalowane, konieczne jest wykonywanie poprawek. Dodatkowo, odległość pistoletów napylających proszek od pokrywanej powierzchni ma również istotny wpływ na jakość malowania. Zbytnie zbliżanie elektrody pistoletu do uziemionej powierzchni zaburza proces ładowania, powoduje uruchomienie zabezpieczeń prądowych w układzie wysokonapięciowym, może powodować wyładowania skutkujące kraterami widocznymi na gotowej powłoce.
Utwardzanie farby proszkowej
Wraz z farbą proszkową do odbiorcy jest zawsze dostarczana instrukcja określająca warunki utwardzania powłoki. Informacja ta opisuje dopuszczalne tolerancje czasu i temperatury. O ile użytkownik przestrzega zalecanych wartości i stosuje się do kilku prostych zasad, nie powinien spotkać się z problemami jakościowymi. Piece do sieciowania farb proszkowych powinny być przede wszystkim izotermiczne (z jak najmniejszymi odchyłkami temperatury w całej przestrzeni roboczej), posiadać skuteczny system wentylacyjny zapewniający szybkie nagrzewanie się pomalowanych powierzchni, być dobrze zaizolowane, żeby nie nagrzewać pomieszczenia malarni i przede wszystkim czyste w środku. Wszelkie zanieczyszczenia krążące w obiegu wentylacji pieca znakomicie przyklejają się do żelujących powłok proszkowych. Dla wyglądu końcowego wielu rodzajów farb istotny jest czas, w jakim uzyskiwana jest temperatura niezbędna do stopienia się powłoki i przebiegu sieciowania. Wszelkie efekty strukturalne uzyskują właściwy wygląd jedynie wtedy, gdy pomalowana powierzchnia jest szybko nagrzewana. Jest to możliwe jest tylko wtedy, gdy detale trafiają do gorącego pieca i jego temperatura nie spada zbytnio podczas utwardzania. W innym przypadku możemy nie uzyskać spodziewanej struktury powierzchni. Należy mieć na uwadze, że niedogrzanie farby proszkowej (zbyt mała temperatura i/lub czas), tak jak i jej przegrzanie (zbyt duża temperatura i/lub czas) powodują poważny uszczerbek we własnościach mechanicznych i odporności chemicznej wymalowanej powłoki. Ryzyko pojawienia się poważnych problemów jest na tyle duże, że lepiej o tej prostej zasadzie pamiętać.












