




3. Lakierowanie
Rozgrzany element może być lakierowany w dwojaki sposób:
- lakierowanie natryskowe: farba proszkowa może być nakładana na detal poprzez pistolety elektrostatyczne. Wydatek powietrza transportującego oraz ilość farby powinny być dopasowane do kształtu elementu, żądanej grubości oraz osiągać taką wartość, aby nie zwiększać nadmiernego zużycia farby, która nie osiądzie na obiekcie.
- lakierowanie poprzez zanurzenie w złożu fluidalnym: rozgrzany element jest zanurzany w zbiorniku z farbą podawaną fluidyzacji. Czas tej operacji to około 2-5 sekund. Farba samoczynnie przyczepia się do rozgrzanego detalu.

Jak tylko element zostanie pokryty farbą, musimy uważać, aby nie został on upuszczony ani dotknięty przez inny obiekt, przez co mógłby zostać zniszczony. Na tym etapie farba pozostaje nadal "szorstka", jednak obkleja już cały kształt. Nadmiar niestopionego proszku jest strząsany poprzez ruch samej linii lakierniczej. Grubość powłoki rośnie wraz ze wzrostem temperatury oraz z wzrostem reaktywności farby.
Pełna rozlewność i stopień połysku powłoka osiąga po około 2-3 minutach. Wówczas temperatura pozostająca na detalu wynosi około 120-140°C. Dzięki takim warunkom termicznym farba rozpływa się i ostatecznie utwardza. Zbytnie wydłużenie czasu rozgrzania może prowadzić do zmian koloru lub też ściekania farby. Pokryty farbą detal powinien być delikatnie zdjęty bez kontaktu z inną powierzchnią i schłodzony w wolnej czystej atmosferze powietrza. Czasami do chłodzenia elementów drucianych używa się wody.
5. Kontrola jakości i operacje końcowe
Zawieszki przyłączone początkowo do detalu są delikatnie zdejmowane, tak by nie zniszczyć powłoki. Element jest poddawany kontroli wzrokowej na obecność kraterów i zanieczyszczeń. Niektóre defekty mogą być zamaskowane przy użyciu farby i rozgrzanego elementu lub nadmuchy gorącego powietrza.

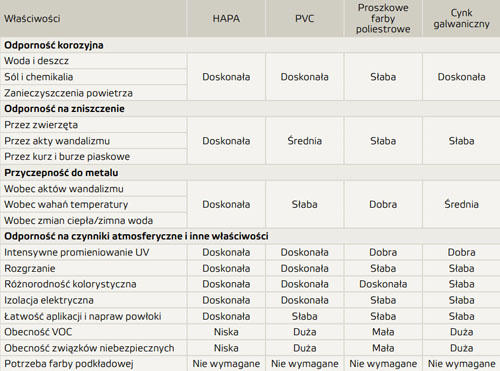
Zalety farb HAPA
- Brak niebezpiecznych związków, jak: BPA, TGIC, halogeny, metale ciężkie, substancje lotne
- Wysoka odporność korozyjna na wilgoć, sól i zanieczyszczenia
- Izolacyjność elektryczna
- Tłumienie hałasu
- Bardzo dobra przyczepność do podłoża
- Odporna na zniszczenia (wandalizm)
- Wysoka odporność na działanie czynników zewnętrznych
Kluczowe zagadnienia
Grubość powłoki rośnie wraz z:
1. Wzrostem temperatury detalu
2. Grubością drutu
3. Czasem zanurzenia w złożu fluidalnym
Anuj Gupta
Rapid Coat












