




Aby nowo nakładane farby utworzyły dobrze przyczepne i prawidłowo uformowane powłoki malarskie, z powierzchni przeznaczonej do malowania muszą być, możliwie jak najdokładniej, usunięte wszystkie zanieczyszczenia i wyrobiona struktura geometryczna umożliwiająca dobre zakotwiczenie nowego wymalowania.
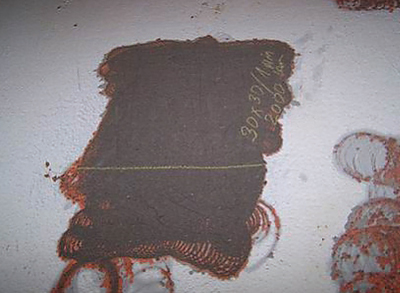

Poza wadami hutniczymi, newralgicznymi miejscami konstrukcji są krawędzie i wady spoin. Ze względu na siły napięcia powierzchniowego i naprężenia występujące w trakcie wysychania powłoki, związane z odparowywaniem rozpuszczalników – farba z krawędzi spływa i niejednokrotnie osiąga tam jedną trzecią wartości tej grubości, którą posiada powłoka na powierzchni płaskiej. Trwałość ochrony, między innymi, jest funkcją grubości systemu. Podstawowymi wadami spoin niekorzystnie wpływającymi na trwałość ochrony są: odpryski i zgorzelina spawalnicza, nierówności lica spoiny i jej porowatość (fot. 2).

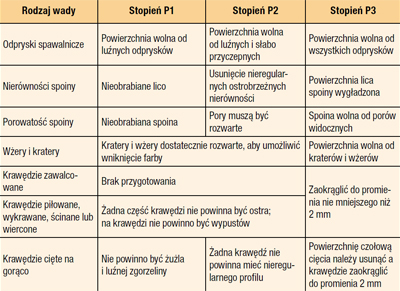
- P1, lekkie przygotowanie, minimalne wymagania dla klasy agresywności korozyjnej C1 i C2 wg PN-EN ISOI 12944-2 [2]
- P2, dokładne przygotowanie, dla klasy C3 i C4
- P3, bardzo dokładne przygotowanie dla klasy C5I i C5M
Usuwanie zanieczyszczeń z powierzchni przeznaczonych pod powłoki
Ażeby nowo nakładane farby utworzyły dobrze przyczepne i prawidłowo uformowane powłoki malarskie, z powierzchni przeznaczonej do malowania muszą być, możliwie jak najdokładniej, usunięte wszystkie zanieczyszczenia i wyrobiona struktura geometryczna umożliwiająca dobre zakotwiczenie nowego wymalowania. Na powierzchniach występują rozliczne zanieczyszczenia o charakterze hydrofobowym, hydrofilnym, higroskopijnym, jak również związki chemiczne powstałe w reakcji materiału konstrukcyjnego z otaczającym powietrzem. W przypadku stali są to przede wszystkim tlenki żelaza zwane zendrą lub zgorzeliną, powstałe jako produkt korozji w procesie obróbki termicznej oraz rdza powstała w wyniku korozji atmosferycznej. Grubość warstwy zgorzeliny może sięgać 5 do 80 μm. Pozostawienie jej na powierzchni może obniżać trwałość systemu malarskiego w wyniku wystąpienia następujących procesów:






