




Techniki aplikacyjne
W praktyce przeciwkorozyjnej stosuje się dwie metody metalizacji: płomieniową (gazową) i łukową (elektryczną).
W metodzie opartej na gazach w dyszy pistoletu natryskowego następuje mieszanie gazów palnych a następnie burzliwe spalanie takiej mieszanki tuż przed dyszą pistoletu. W środek płomienia podawany jest natryskiwany materiał w formie drutu, kordu lub proszku. Właściwości fizykochemiczne wytworzonej powłoki zależą od szeregu czynników:
- temperatury płomienia;
- odległości dyszy pistoletu od podłoża i temperatury podłoża;
- uformowania i prędkości przepływu strumienia powietrza;
- prędkości posuwu drutu, kordu lub wydajności dozowania proszku.
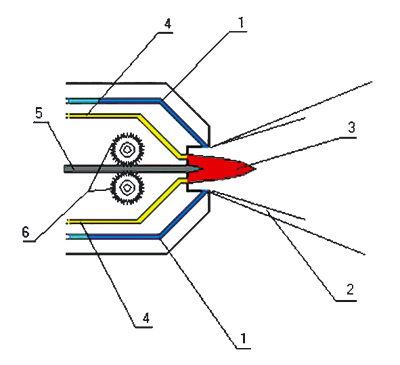
Na rys. 2 przedstawiono układ topiąco-natryskujący pistoletu gazowego na drut. Kanałami (4) doprowadzana jest mieszanka gazowo-tlenowa. Jako gaz palny używany jest acetylen, ewentualnie propan-butan, gaz ziemny, wodór czy inne mieszanki gazów palnych. Gazem podtrzymującym palenie jest tlen. Środkiem dyszy przechodzi materiał natryskiwany w postaci drutu (5), którego dozowanie kontrolowane jest przez rolki prowadzące (6). Drut wychodzi w środku płomienia gazowego (3), gdzie ulega stopieniu. Sprężone powietrze dostarczane jest kanałami znajdującymi się na zewnątrz dysz gazowych. Dobranie właściwej proporcji gazów, tj. ustawienie płomienia, stanowi podstawowy warunek prawidłowego natryskiwania metali metodą płomieniową przy użyciu pistoletów gazowych.
- napięcia przyłożonego do drutów;
- natężenia prądu łuku i jego stabilności;
- odległości pistoletu od powierzchni;
- uformowania i prędkości strumienia powietrza;
- prędkości posuwu drutu.
Regulując natężenie prądu, napięcie, ciśnienie powietrza można regulować także parametry powłoki, jak gęstość, porowatość, rozwinięcie powierzchniowe.
Aparat winien być tak uregulowany, aby pracował z najkrótszym łukiem, a co za tym idzie, przy najniższym napięciu. Zapewnia to:
- najmniejszy rozmiar natryskiwanych cząstek;
- najwyższą wydajność procesu, przy danym zużyciu energii elektrycznej;
- najmniejsze straty drutów;
- najlepszą koncentrację strumienia natrysku.
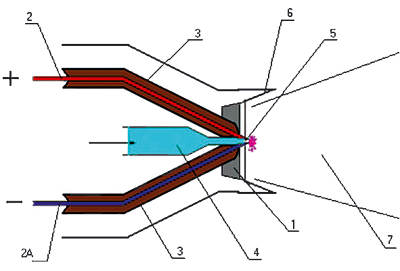
Na rys. 3 przedstawiono schemat pistoletu łukowego. Natryskiwany materiał podawany jest w postaci drutu, stanowiącego jednocześnie elektrody łuku elektrycznego (2 i 2A). Napięcie dostarczane jest poprzez dysze kontaktowe, podłączone stale do źródła prądu. Przy zetknięciu drutów ze sobą tworzy się łuk elektryczny, w strefie którego następuje stałe topienie materiału (5). Stopiony metal porywany jest strumieniem sprężonego powietrza, dostarczanego przez dyszę powietrzną (4).












