




Czasami podczas cynkowania ciągłego przygotowanie powierzchni przed właściwym cynkowaniem może się również odbywać podobnie jak w metodzie jednostkowego zanurzania, poprzez chemiczne trawienie powierzchni. Ta odmiana technologii zwana jest czasami metodą Cook-Nortemana lub Wheelinga, a wymaganą zwilżalność podłoża uzyskuje się w podobnie jak w metodzie indywidualnego zanurzania, czyli dzięki zastosowaniu topników. Każda z metod wykorzystujących trawienie chemiczne do przygotowywania powierzchni stali posiada wiele odmian w zależności od rozwiązań konstrukcyjnych i budowanych linii technologicznych, jednak ich znaczenie jest mniejsze niż metoda Sędzimira.

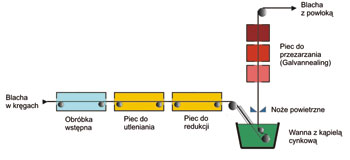
Wanna zawiera kąpiel cynkową ze znacznie wyższą w porównaniu do metody jednostkowej zawartością aluminium (0,15-0,2%). Aluminium reagując z żelazem blokuje powstawanie faz Fe-Zn i zmniejsza tym samym grubość twardej i kruchej warstwy przejściowej. Efekt ten jest krótkotrwały, jednak czas zanurzania w kąpieli cynkowej w metodzie ciągłej jest znacznie krótszy niż w przypadku jednostkowego zanurzania i wynosi ok. 2 s, a czasem nawet poniżej 1 s. Prędkość przemieszczania wstęgi blachy wynosi przy tym nawet powyżej 200 m∙min-1. Po zanurzeniu taśma stalowa jest następnie wyprowadzana za pomocą rolki dennej na zewnątrz wanny w kierunku pionowym do lustra ciekłego metalu. Nad kąpielą znajduje się układ noży powietrznych, w którym strumień powietrza lub gazu obojętnego za pomocą dysz kierowany jest na taśmę w celu regulacji grubości powłoki. Linia technologiczna w dalszej części może być wyposażona w dodatkowe urządzenia do wyżarzania w celu wytworzenia związków międzymetalicznych Fe-Zn w powłoce (Galvannealing).












