





- Obróbka strumieniowo-ścierna cieczą pod ciśnieniem
Ścierniwo (lub mieszanina ścierniw) wprowadzana jest do strumienia cieczy, a strumień ścierny kierowany jest dyszą na oczyszczaną powierzchnię. Strumień ścierny stanowi głównie ciecz pod ciśnieniem. Zakres stosowania obróbki strumieniowo-ściernej cieczą pod ciśnieniem jest taki jak w przypadku obróbki strumieniowo-ściernej pneumatycznej na mokro.
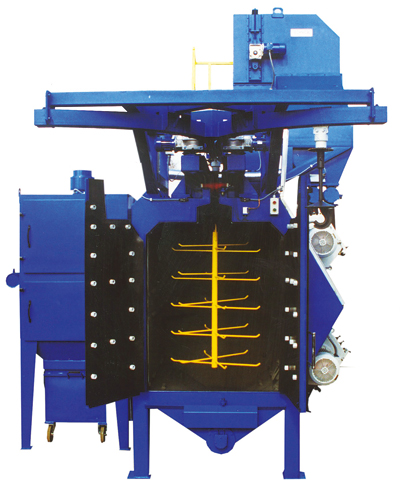
- Obróbka strumieniowo-ścierna wirnikowa
W metodzie tej ścierniwo wyrzucane jest na obrabianą powierzchnię za pomocą kół rzutowych turbin wyposażonych w łopatki rzutowe. Obróbka wirnikowa jest bardzo skuteczna i ekonomiczna, nie usuwa ona jednak dostatecznie z powierzchni zanieczyszczeń chemicznych.
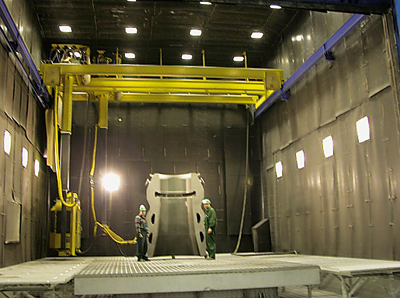
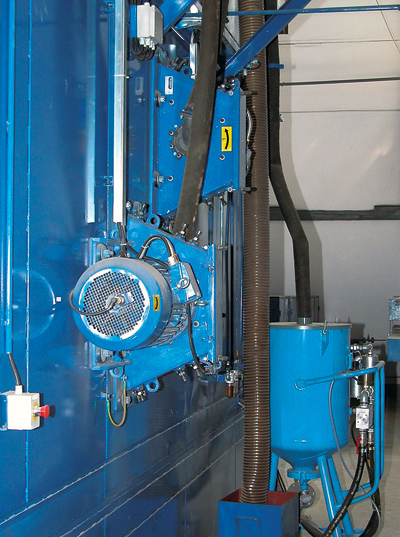
- Obróbka strumieniowo-ścierna pneumatyczna ciśnieniowa
W obróbce strumieniowo-ściernej pneumatycznej strumień powietrza jest zasilany ścierniwem, a następnie mieszanina powietrza ze ścierniwem jest kierowana z dyszy z dużą prędkością na oczyszczaną powierzchnię. Ścierniwo może być wtryskiwane do strumienia powietrza ze zbiornika ciśnieniowego lub może być wprowadzane do strumienia powietrza poprzez zasysanie ze zbiornika bezciśnieniowego. Obróbka strumieniowo-ścierna pneumatyczna, podobnie jak wirnikowa, nie usuwa dostatecznie z powierzchni zanieczyszczeń chemicznych.
- Obróbka strumieniowo-ścierna podciśnieniowa
Metoda jest podobna do obróbki strumieniowo-ściernej pneumatycznej, z tym, że dysza natryskowa wyrzucająca ścierniwo umieszczona jest w głowicy ssącej przylegającej do oczyszczanej powierzchni i zbierającej ścierniwo i zanieczyszczenia. Obróbka podciśnieniowa, podobnie jak dwie pozostałe, nie usuwa dostatecznie z powierzchni zanieczyszczeń chemicznych.
Z podanych wyżej metod najszersze zastosowanie mają obróbka wirnikowa oraz obróbka pneumatyczna ciśnieniowa. O ich szerokim zastosowaniu decydują takie czynniki, jak: wysoka skuteczność działania, w miarę niski koszt obróbki, możliwość uzyskania jednolitej struktury obrabianej powierzchni, stosunkowo nieznaczny negatywny wpływ na środowisko naturalne i otoczenie.
Przy zbliżonych efektach obróbczych, metody wirnikowa i pneumatyczna różnią się istotnie parametrami techniczno-eksploatacyjnymi.












