




- Chropowatość powierzchni
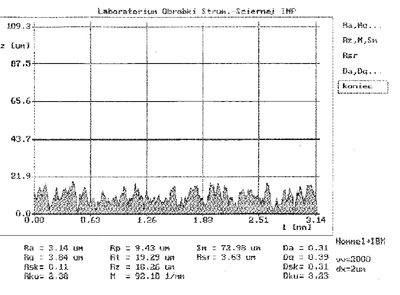
Profile chropowatości powierzchni poddanych obróbce strumieniowo-ściernej istotnie różnią się od profili uzyskanych innymi metodami obróbki mechanicznej. Zasadnicza różnica polega na tym, że powierzchnie obrobione metodą strumieniowo-ścierną mają profile nierówności przestrzenne, podczas gdy powierzchnie obrobione innymi metodami mają profile nierówności o charakterze liniowym. W zależności od stosowanych parametrów obróbki strumieniowo-ściernej różne są profile obrobionych powierzchni. Do podstawowych parametrów decydujących o wielkości i kształcie profilu chropowatości obrobionej powierzchni należą: rodzaj ścierniwa, granulacja ścierniwa, kształt ścierniwa, energia kinetyczna ścierniwa, rodzaj i twardość obrabianego materiału, powierzchnia wyjściowa materiału przed obróbką, natężenie i czas obróbki. Zmiana chropowatości powierzchni w dużej mierze zależy od wielkości i charakteru nierówności uzyskanych podczas obróbki poprzedzającej proces obróbki strumieniowo-ściernej, ponieważ śrutowanie zmienia strukturę powierzchni z anizotropowej na punktową. Zagadnienia związane z chropowatością powierzchni po obróbce strumieniowo-ściernej są zawarte w normie PN-EN ISO 8503 i powiązanych „Przygotowanie podłoży stalowych do nakładania farb i podobnych produktów – Charakterystyka chropowatości powierzchni podłoży stalowych po obróbce strumieniowo-ściernej”. Poniżej zostały przedstawione profile chropowatości powierzchni pręta stalowego płaskiego przed i po obróbce strumieniowo-ściernej:
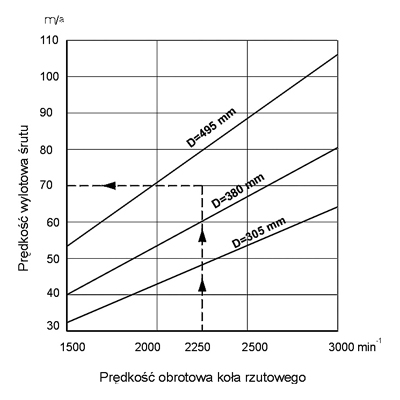
Obrazowo podane zależności przedstawiają rysunki - numery 2, 3 i 4.
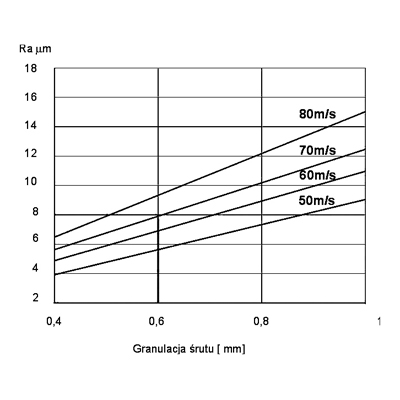 Rys. 3. Zależność nierówności powierzchni od granulacji i prędkości wylotowej śrutu (energii).
Rys. 3. Zależność nierówności powierzchni od granulacji i prędkości wylotowej śrutu (energii).
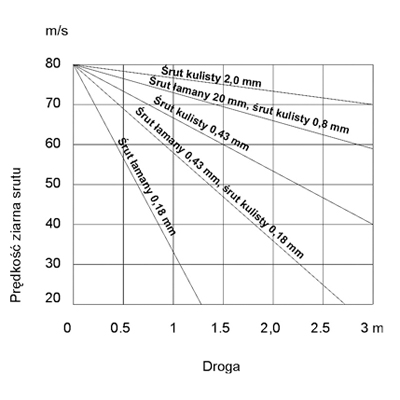
Wykresy przedstawione na rysunkach 2, 3, 4 są bardzo pomocne przy doborze typu i wielkości oczyszczarki oraz jej parametrów technicznych.
Obecnie stosowane metody pomiaru chropowatości są następujące:
- optyczne metody odwzorowania struktury powierzchni przy użyciu mikroskopu optycznego, elektronowego mikroskopu skaningowego,













