







Kontrola powierzchni przedmiotów po obróbce strumieniowo-ściernej
- Stopień przygotowania powierzchni po oczyszczeniu
Kontroli należy dokonywać zgodnie z normą PN- ISO 8501-1; PN-ISO 8501-1/Ad1; PN-ISO 8501-2. Ocena odbywa się na zasadzie oceny wzrokowej – poprzez porównanie otrzymanej powierzchni z fotografiami porównawczymi powierzchni zamieszczonymi w podanej normie. Dla lakierowania proszkowego najczęściej wymaganym stopniem przygotowania powierzchni jest Sa 21/2.
- Stopień zapylenia powierzchni
Kontroli należy dokonywać zgodnie z PN EN ISO 8502-3, polega ona na zebraniu pyłu i kurzu taśmą samoprzylepną i porównania zagęszczenia i wielkości przyklejonych cząsteczek z wzorcami umieszczonymi w normie. Dla poprawnego wykonania powłok ochronnych zapylenie powierzchni nie może być wyższe od 3-go stopnia.

- Chropowatość powierzchni
W warunkach przemysłowych wystarczającą metodą oceny chropowatości powierzchni jest metoda porównawcza przy wykorzystaniu wzorców chropowatości wg PN-EN ISO 8503-1. Ocena chropowatości powierzchni za pomocą wzorców ISO polega na wzrokowym lub dotykowym porównaniu badanej powierzchni z wzorcami ISO. Do lakierowania proszkowego zalecana jest chropowatość Ry5 zawierająca się w przedziale 40 μm do 75 μm według wzorca G. Parametr Ry5 jest średnią arytmetyczną maksymalnych odległości między wierzchołkami, a wgłębieniami profilu w obrębie odcinka elementarnego, wyliczoną z pięciu sąsiednich odcinków elementarnych.
- Intensywność kulowania
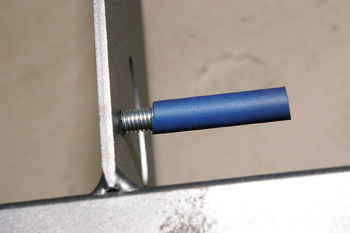
Ocena jest dokonywana metodą pośrednią przy zastosowaniu płytek Almena, które są kulowane wraz z przedmiotem. Ocena intensywności kulowania zostaje dokonana poprzez pomiar strzałki ugięcia płytki.
Literatura
– Tadeusz Piosik, Zastosowanie urządzeń do obróbki strumieniowo-ściernej
– Tadeusz Piosik, Wybrane zagadnienia obróbki strumieniowo-ściernej
– Tadeusz Piosik, Wirnikowe oczyszczarki strumieniowo-ścierne
– Aleksander Fedoryszyn, Tadeusz Piosik, Stanisław Rzadkosz, Leopold Staszak, Piotr Zyzak, Efekty obróbki powierzchniowej strumieniem śrutu
– Tadeusz Piosik, Piotr Zyzak, Właściwości ścierne śrutu używanego w oczyszczarkach wirnikowych
Tadeusz Piosik
Technical






