



Jeśli wniosek ten zostanie złożony, mogą zostać uchwalone trzy rodzaje decyzji:
- w najlepszym przypadku dopuszczenie zostanie przedłużone po wpłynięciu wniosku. W takim przypadku stosowanie chromianowania byłoby możliwe aż do 2024 roku. Po tym czasie musi zostać wniesiony nowy wniosek lub nastąpi całkowity zakaz;
- w najgorszym przypadku wniosek zostanie odrzucony i stosowanie trójtlenku chromu po dacie wygaśnięcia (sunset date) będzie całkowicie zabronione;
- trzecią możliwością jest wprowadzenie częściowego dopuszczenia. W takim przypadku dla określonych zastosowań stosowanie trójtlenku chromu będzie dopuszczone, z pewnymi ograniczeniami co do jego stosowania.
Reasumując, należy powiedzieć, że dalsze stosowanie trójtlenku chromu będzie w miarę upływu czasu ograniczane, nawet jeżeli wnioski konsorcjum dotyczące stosowania trójtlenku chromu zostaną w 100% uznane.
Procesy alternatywne istniejące na rynku
Poza klasycznym chromianowaniem żółtym i zielonym, na rynku istnieją bezchromowe procesy przygotowania powierzchni, jak również pasywacje zawierające związki chromu III.
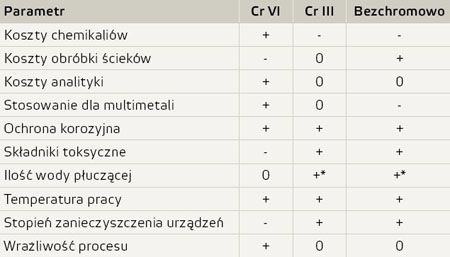
Zestawienie w tabeli 1 wyraźnie pokazuje zalety i wady poszczególnych systemów przygotowania powierzchni.
Przeważające zalety alternatywnych systemów obróbki wstępnej to przede wszystkim wysokie bezpieczeństwo procesu związane w wyeliminowaniem rakotwórczych związków Cr VI oraz łatwiejsze uzyskanie wymaganych pozwoleń i prosta obróbka ścieków. Atrakcyjna jest również uzyskiwana w technologiach bezchromowych wysoka ochrona korozyjna, porównywalna z chromianowaniem żółtym (patrz wykres).
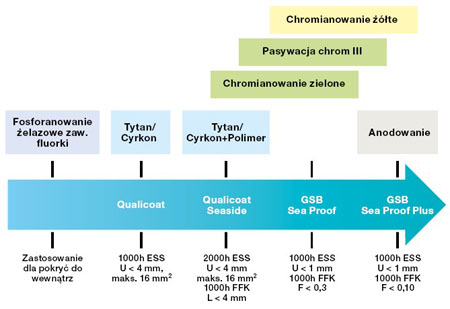
Wykres. Uzyskiwane wartości ochrony korozyjnej w różnych systemach obróbki aluminium.
Wymagania techniczne
Alternatywne procesy przygotowania powierzchni najczęściej zawierają produkty o zredukowanym potencjale zagrożenia. Dzięki temu nowe produkty nie posiadają własności agresywnych. Przenoszenie chemikaliów lub źle odłuszczona powierzchnia wyrobu w przypadku chromianowania mogą zostać skompensowane, w przypadku alternatywnych procesów obróbki taka możliwość nie istnieje. Dlatego istniejące linie do obróbki wstępnej muszą zostać przeanalizowane w szczególny sposób pod kątem przystosowania do obróbek bezchromowych. Bardzo często zbyt krótkie są czasy obróbek lub liczba stref płuczących.












