




Przegląd możliwych do stosowania śrutów
Śruty nierdzewne chromoniklowe ostrokrawędziowe stosowane w instalacji Konrada Rumpa posiadają różne parametry, które należy dobrać do posiadanego rodzaju powierzchni stopowej konstrukcji ocynkowanej zanurzeniowo. Dostępne śruty ostrokrawędziowe opisane są w tablicy 1.
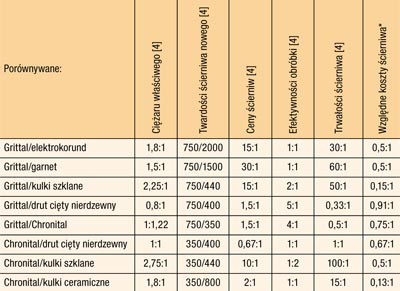
Widać, ze podaż śrutów różni się dość znacznie, zwłaszcza w zakresie twardości. Niektórzy producenci podają, jaka twardość ścierniwa następuje po jego kilkakrotnym zawróceniu w oczyszczarce (utwardzeniu się). Zmienia się ta wartość od 15 do 20 HRC, to jest od 30%, nawet 50% (wartość twardości po utwardzeniu podana w tablicy zapisana w mianowniku). Śruty o wysokiej zawartości chromu i węgla są najtwardsze. Twardość ziaren śrutów ma wymierny wpływ na poziom uzyskiwanej chropowatości i skrawności (ilość utraconej grubości powłoki cynkowej), co zmusza do odpowiedniej regulacji pracy oczyszczarki.












