




Malowanie proszkowe nie tylko dla opornych
Ludzie mają często skłonności do przesady, zwłaszcza kiedy potrzebują podkreślić wyjątkowość swoją lub prezentowanej oferty. Malowanie farbami proszkowymi jest również tego przykładem. Pojawiają się co pewien czas informacje o rewolucyjnych rozwiązaniach, które patrząc z bliska okazują się być kolejnym wykorzystaniem kilku prostych zjawisk fizyki, na których ten proces jest oparty. Może zatem warto spojrzeć na elektrostatykę od podstaw, żeby potem szerzej spojrzeć na całość zagadnienia. Poniżej postaram się możliwie przystępnie opisać kilka podstawowych pojęć, z jakimi mamy do czynienia w malowaniu proszkowym.
Malowanie farbami proszkowymi
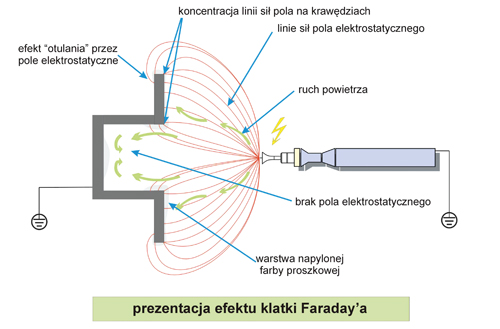
Technologia napylania elektrostatycznego farbami proszkowymi (niezależnie od stopnia zaawansowania technicznego) wymaga kilku elementów, bez których proces byłby niemożliwy. Napylany proszek, żeby osiąść w miarę trwale na pokrywanym elemencie musi posiadać specyficzne własności elektryczne - być dielektrykiem. Własności te pozwalają poszczególnym cząstkom farby na magazynowanie ładunków elektrycznych. Używane do malowania urządzenia aplikacyjne są odpowiedzialne za dostarczenie wymaganej ilości energii, umożliwiającej napylanie/transport farby z zasobnika na pokrywany element oraz migrację ładunków elektrycznych. Pokrywany element musi mieć własności pozwalające na odprowadzenia ładunków elektrycznych, kierowanych potem do uziemienia, którego jakość/skuteczność ma decydujące znaczenie dla prawidłowego przebiegu procesu aplikacji. Dlatego też najczęściej malowanie proszkowe jest stosowane do pokrywania metali, czyli materiałów będących dobrymi przewodnikami. Inne materiały (szkło, ceramika, tworzywa sztuczne itp.) mogą i coraz częściej są pokrywane za pomocą tej technologii, o ile da się rozwiązać sposób odprowadzania ładunków z ich powierzchni do uziemienia. Proces aplikacji/napylania może (choć nie musi) być wspomagany przez pole elektrostatyczne generowane wysokim napięciem, wytwarzane pomiędzy urządzeniem aplikacyjnym a malowanym elementem. Istnienie takiego pola pomaga w transporcie naładowanych elektrycznie cząstek farby, poprawiając efektywność pokrywania, czyli zwiększając ilość proszku osiadającego na powierzchni malowanej w stosunku do całej ilości napylanego proszku. Pole elektrostatyczne jest jednak również przyczyną powstawania problemu aplikacji (efektu klatki Faradaya) utrudniającego transport i osiadanie cząstek farby w zagłębieniach i wewnętrznych przestrzeniach malowanych elementów o rozwiniętej strukturze. Aplikacja/napylanie farb proszkowych bez generowania pola elektrostatycznego (tzw. metoda TRIBO) jest możliwe dzięki zastosowaniu materiałów konstrukcyjnych pozwalających na separację ładunków elektrycznych - np. PTFE, znanego pod handlową nazwą teflon. Energia potrzebna do transportu farby i jej ładowania pochodzi od sprężonego powietrza. Cząstki farby, w wyniku tarcia o siebie i ściany wewnętrzne urządzenia aplikacyjnego, uzyskują ładunek niezbędny do utrzymania się na pokrywanej powierzchni. Farby proszkowe, w zależności od wymaganych własności, mogą być oferowane na bazie materiałów termoutwardzalnych bądź termoplastycznych. Różnica w ich stosowaniu polega głównie na innej koncepcji powstawania gotowej powłoki ochronnej. Materiały termoutwardzalne wymagają dostarczenia dużej ilości energii cieplnej, koniecznej do właściwego sieciowania polimeru będącego spoiwem powłoki (nadania powłoce spodziewanych własności mechanicznych i chemicznych). Materiały termoplastyczne potrzebują znacznie mniej energii cieplnej, ponieważ ostateczne własności ochronne powłoka uzyskuje bezpośrednio po stopieniu się w jednorodną warstwę.












