




Widok konstrukcji stalowych cynkowanych ogniowo w procesie tradycyjnym (FAM S.A. Zakład Rawa Mazowiecka).
Proces technologiczny cynkowania wysokotemperaturowego
Proces technologiczny cynkowania wysokotemperaturowego składa się z trzech etapów, podobnie jak proces klasyczny: przygotowania powierzchni wyrobu, zanurzania wyrobu w stopionym cynku oraz kontroli jakości otrzymanych powłok.
Pierwszy etap procesu polega na usuwaniu zanieczyszczeń powierzchniowych, głównie organicznych oraz pyłów i zabrudzeń na drodze obróbki strumieniowo-ściernej i odtłuszczania. Do odtłuszczenia stosuje się najczęściej płukanie w roztworze alkalicznym na bazie wodorotlenku sodu lub w roztworach do odtłuszczania o charakterze kwaśnym. W większości przypadków wyroby poddawane procesowi cynkowania metodą wysokotemperaturową nie nadają się do przygotowania powierzchni w atmosferach regulowanych.
Wyroby przeznaczone do cynkowania pokrywa się następnie warstwą topnika, przede wszystkim w celu poprawienia zwilżalności podłoża przez ciekły cynk i umożliwienia reakcji na powierzchni wyrobu. Topnik zabezpiecza też oczyszczony wyrób, nie dopuszczając do utlenienia powierzchni, aż do momentu zanurzenia w kąpieli cynkowej. Stosuje się mieszaninę soli chlorku cynku i chlorku amonu z różnymi dodatkami.
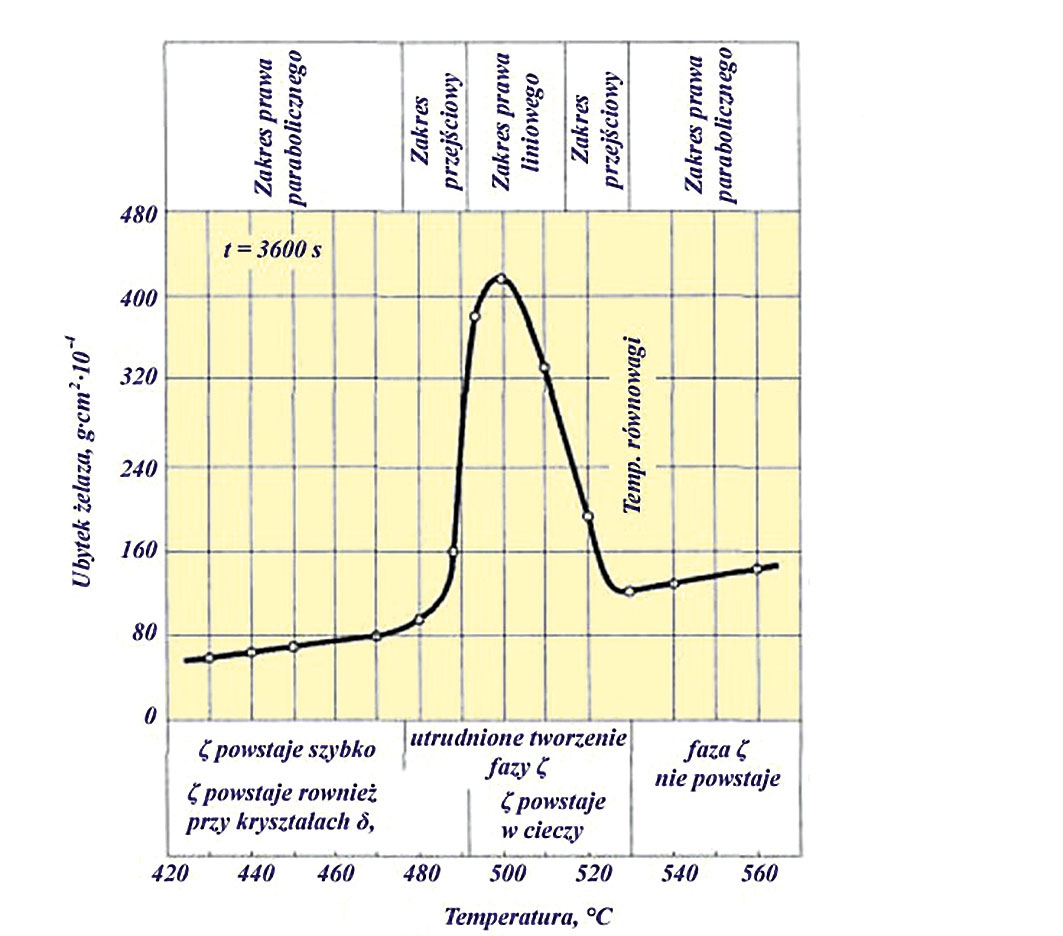
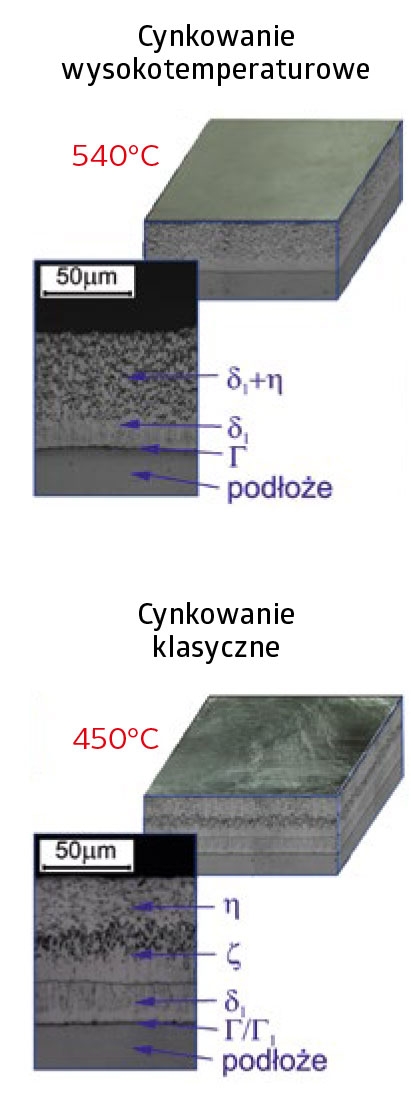
Widok stanowiska do cynkowania wysokotemperaturowego z odwirowaniem przedstawiono na fot. 3. Zanurzanie wyrobu w kąpieli odbywa się w temperaturze 530-560°C w czasie zazwyczaj od kilku do kilkunastu minut, zależnie od wielkości cynkowanych elementów. Podstawową różnicą w porównaniu z cynkowaniem w temperaturze ok. 450°C jest konstrukcja wanny i sposób jej ogrzewania. Stosowane są wanny ceramiczne, stąd ograniczone są możliwości ogrzewania kąpieli przez ściany wanny za pomocą palników gazowych. Wykorzystuje się w tym celu inne metody o mniejszej sprawności.
Trzecim etapem procesu technologicznego jest kontrola jakości otrzymanych powłok. Dotyczy ona przede wszystkim wyglądu zewnętrznego powłoki oraz jej grubości. Powłoka cynkowa powinna odpowiadać warunkom technicznym podanym w normie PN-EN ISO 1461 [2]. Średnia grubość powłoki na wyrobach cynkowanych metodą indywidualnego zanurzania powinna wynosić od 45 do 85 µm i zależy od gabarytów pokrywanych elementów. Powłoka nie może wykazywać wad lokalnych, zgrubień oraz miejsc niepokrytych cynkiem. Suma obszarów bez powłoki nie może przekroczyć 0,5% łącznej powierzchni elementu. Pojedynczy obszar bez powłoki nie może przekroczyć 10 cm2. Niepokryte miejsca powodują lokalne obniżenie odporności na korozję, więc powinny być usunięte w sposób zapewniający odpowiednią jakość pokrycia [2]. W praktyce do naprawy wad stosuje się farby z wysoką zawartością cynku.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}