



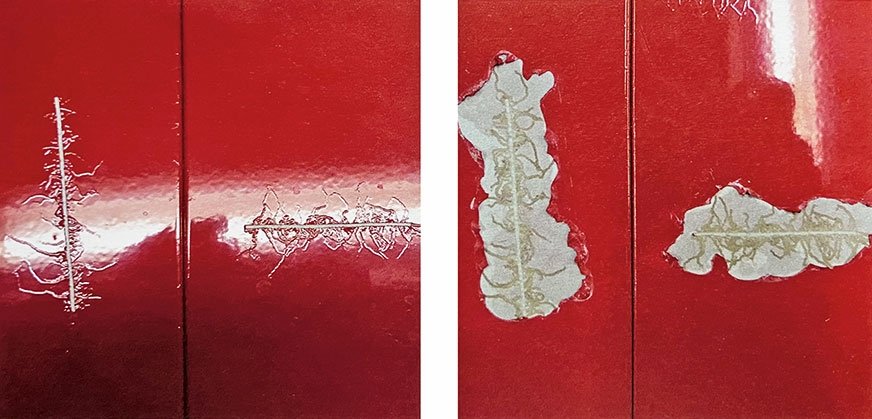
Rys. 1. Przykład korozji nitkowej. Po lewej stronie – korozja nitkowa w postaci włókien pod powierzchnią warstwy farby, po prawej stronie – ten sam obszar pozbawiony farby, z widoczną korozją nitkową.
Prawidłowa wstępna obróbka powierzchni
Aby optymalnie chronić powierzchnię aluminiową przed korozją nitkową, należy np. usunąć warstwę zdeformowaną, a elementy muszą zostać odpowiednio poddane wstępnej obróbce chemicznej, aby zapobiec naruszeniu przez korozję. Stosowane są w tym celu powłoki konwersyjne i pasywacje, takie jak chromowanie, procesy bezchromowe lub technologia anodowania, dzięki którym osiąga się najlepsze wyniki. Anodowanie to proces elektrochemiczny, w którym warstwa zdeformowana jest najpierw usuwana za pomocą alkalicznego wytrawiania, a następnie powierzchnia aluminium jest celowo utleniana, dzięki czemu porowata warstwa ochronna "wrasta" w metal.
Z reguły rozróżnia się dwa najczęstsze warianty obróbki dla aluminium, anodowanie wstępne i anodowanie (eloksacja) – elektrolityczne utlenianie aluminium. Warstwa anodowana ma zwykle grubość około 20–25 μm i ma bardzo dobre działanie antykorozyjne.
Tłumaczenie z „Besser Lackieren” nr 10/2021













{kind=link}
{kind=link}