




Fot.1. Przykład odwarstwienia powłoki lakierowej od ocynkowanego podłoża.
Właściwości antykorozyjne systemów duplex zależą od dobrej przyczepności warstwy lakierowej do ocynkowanej powierzchni. Uzyskanie odpowiedniej adhezji podczas malowania ocynkowanego podłoża nie jest jednak łatwe. W artykule przedstawiono wpływ stanu powierzchni powłoki cynkowej otrzymanej w różnych warunkach procesu technologicznego na przyczepność powłoki lakierowej.
Malowanie powłok cynkowych niesie za sobą pewne trudności związane z uzyskaniem odpowiedniej jakości, co podczas eksploatacji systemu ochronnego objawia się najczęściej utratą przyczepności powłoki lakierowej. Drastyczny przykład odwarstwienia farby od ocynkowanego podłoża z okolic Łodzi przedstawia fot. 1. Problemy z zachowaniem adhezji powłoki lakierowej mogą wynikać z nieprawidłowego doboru systemów i złego prowadzenia prac malarskich, nieodpowiedniego przygotowania podłoża przed malowaniem oraz ze stanu powierzchni powłok cynkowych [1-3]. Doborem wyrobów lakierowych do malowania powierzchni ocynkowanej zajmiemy się w drugiej części artykułu, dziś skupimy się bardziej na właściwościach powierzchniowych powłoki cynkowej jako podłoża do malowania.
Czynniki wpływające na stan powierzchni powłoki cynkowej
Niska przyczepność wyrobów lakierowych do gładkiej powierzchni powłoki cynkowej może wynikać ze słabej zwilżalności powierzchni cynku przez wyroby lakierowe. Podczas malowania na powierzchni stali ocynkowanej mogą znajdować się także zanieczyszczenia, dlatego istnieje potrzeba stosowania odpowiednich metod przygotowania powierzchni, np. mycia w strumieniu wody pod ciśnieniem, w rozpuszczalnikach, czy delikatnego oczyszczania strumieniowo-ściernego, tzw. omiatania. Ta ostatnia metoda, oprócz oczyszczania powierzchni, zwiększa również jej rozwinięcie, co w znacznej mierze poprawia przyczepność nakładanej warstwy lakierowej. Erozyjne oddziaływanie cząstek śrutu zmniejsza niestety jednocześnie grubość powłoki cynkowej, dlatego istotny jest dobór rodzaju, siły i kąta oddziaływania śrutu oraz przesuw wzdłużny elementów. Fot. 2 przedstawia śrutownicę przelotową stosowaną do omiatania powierzchni wyrobów ocynkowanych przed malowaniem proszkowym w FAM S.A.Oprócz odpowiedniego wykonania przygotowania powierzchni, adhezja powłok lakierowych do ocynkowanych powierzchni stalowych wynika z [4]:
- gatunku i właściwości stali
- parametrów procesu cynkowania zanurzeniowego
- zmian właściwości powierzchni powłoki cynkowej wynikających z jej sezonowania.
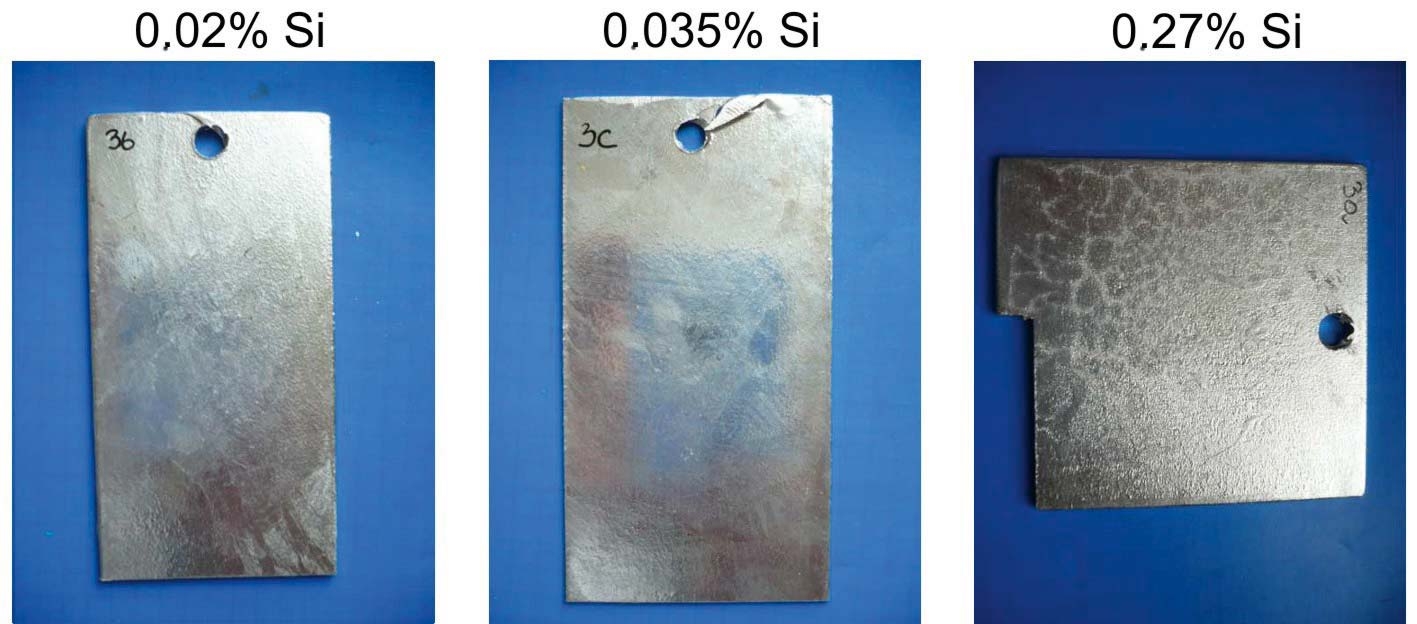
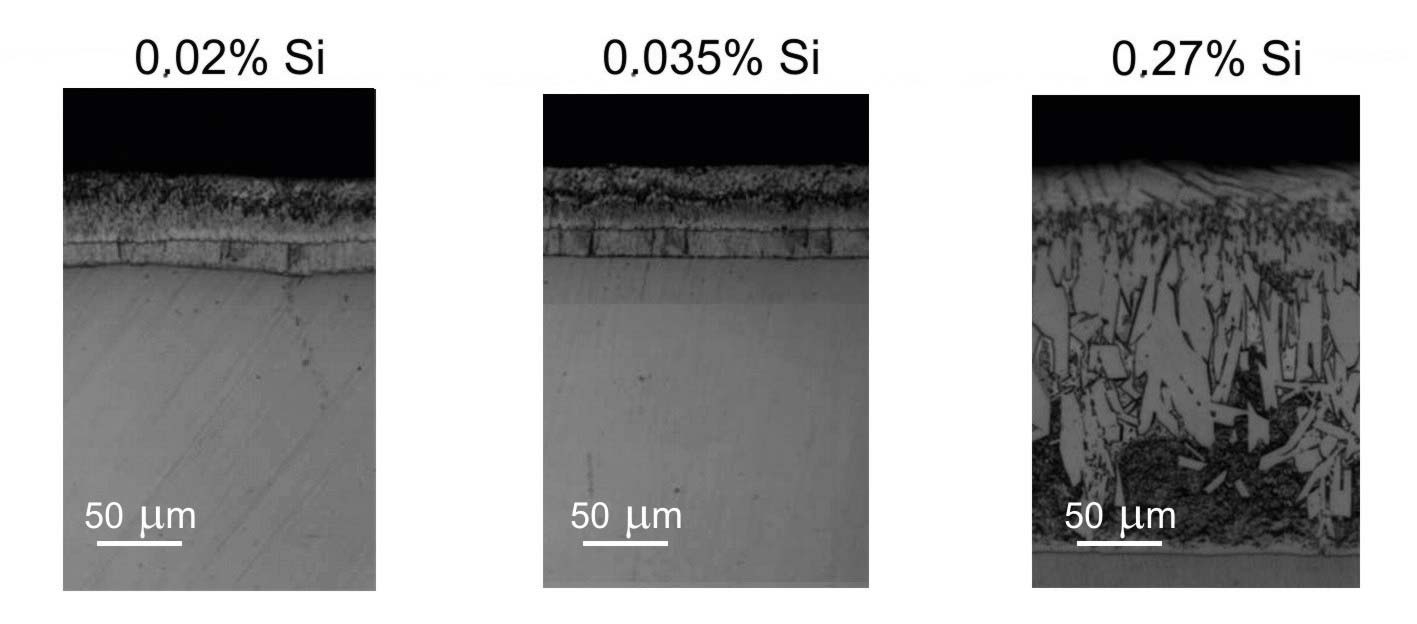
Niekorzystny wpływ na przebieg reakcji zachodzących w procesie cynkowania ogniowego, a przez to i na właściwości powierzchniowe powstającej powłoki, wywiera krzem występujący w stali. Podczas cynkowania stali zawierającej nawet niewielki dodatek krzemu istnieje ryzyko, że reakcja żelazo-cynk przebiegnie bardziej intensywnie i udział dyfuzyjnej warstwy przejściowej (szczególnie kruchej fazy ζ) w powłoce cynkowej będzie wyższy niż normalnie. Oprócz nadmiernego rozrostu i niejednorodności warstwy przejściowej, objawia się to również niedostateczną przyczepnością powłoki cynkowej do stali, co w efekcie końcowym pogarsza jej właściwości ochronne. Zjawisko to można zaobserwować zwłaszcza, gdy zawartość krzemu w stali zawiera się w przedziale 0,03-0,12% (tzw. efekt Sandelina), jak również przy zawartości krzemu powyżej 0,2% [5]. W takich przypadkach powłoka cynkowa jest najczęściej matowo-szara, chropowata, krucha oraz wrażliwa na uszkodzenia mechaniczne.
Kolejnym czynnikiem wpływającym na właściwości powierzchniowe powłoki cynkowej jest oddziaływanie środowiska, jego agresywność oraz czas ekspozycji na czynniki zewnętrzne. Ciągle jeszcze panuje pogląd, że najkorzystniej jest malować sezonowaną powłokę cynkową. Sezonowanie wpływa na adhezję powłok lakierowych do powłok cynkowych, co jest wynikiem zmian stanu powierzchni cynku, w zależności od okresu i warunków sezonowania. Po utworzeniu powłoki cynkowej cynk reaguje z tlenem z powietrza i po upływie 24 do 48 godzin od nałożenia na stal jego powierzchnia pokrywa się tlenkiem cynku. Następnie tlenek cynku pod wpływem wilgoci przechodzi w wodorotlenek cynku. Tlenek i wodorotlenek cynku reagują z dwutlenkiem węgla z powietrza i tworzą się węglany cynku. Utworzone w ostatnim etapie korozji węglany cynku są dobrze przyczepne do powierzchni. Tworzą zwartą i szorstką warstwę, do której powłoki lakierowe mają dobrą przyczepność. Jednak ze względu na obecne w atmosferze zanieczyszczeń, takich jak siarczki i chlorki, na powierzchni cynku mogą tworzyć się rozpuszczalne w wodzie siarczany i chlorki cynku, które powodują powstawanie szeregu wad powłoki. Obecność w produktach korozji cynku jonów siarczanowych stwierdzono nawet w atmosferze wiejskiej [7].













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}