




Utrata przyczepności powłoki lakierowej do ocynkowanego podłoża najprawdopodobniej w wyniku niewłaściwego oczyszczenia powierzchni przed malowaniem proszkowym.
Podsumowanie
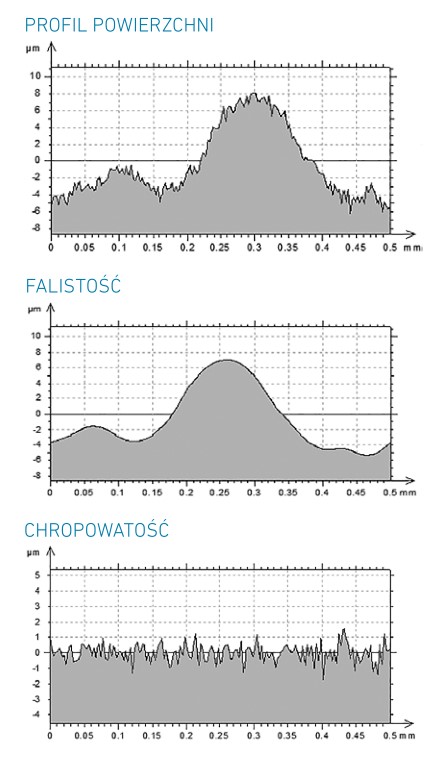
Dla uzyskania odpowiedniej przyczepności warstw lakierowych do podłoża cynkowego istotna jest właściwa chropowatość powierzchni, która bezpośrednio po procesie zanurzania w kąpieli cynkowej jest lepsza dla powłok wytwarzanych w procesie wysokotemperaturowym. Nie oznacza to, że powłoki otrzymywane w temperaturze tradycyjnej 450°C stanowią gorsze podłoże do malowania, jednak zbyt gładka powierzchnia występująca zazwyczaj bezpośrednio po cynkowaniu wymaga stosowania w większym stopniu obróbki strumieniowo-ściernej.
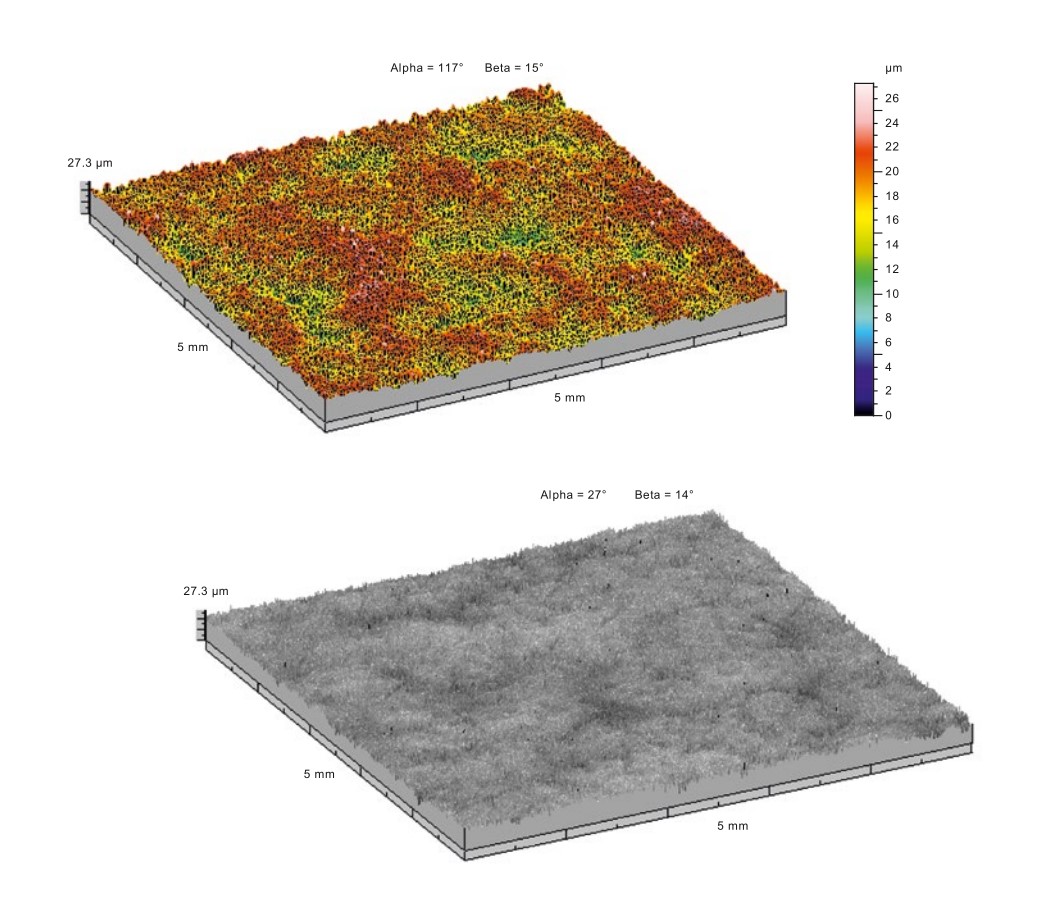
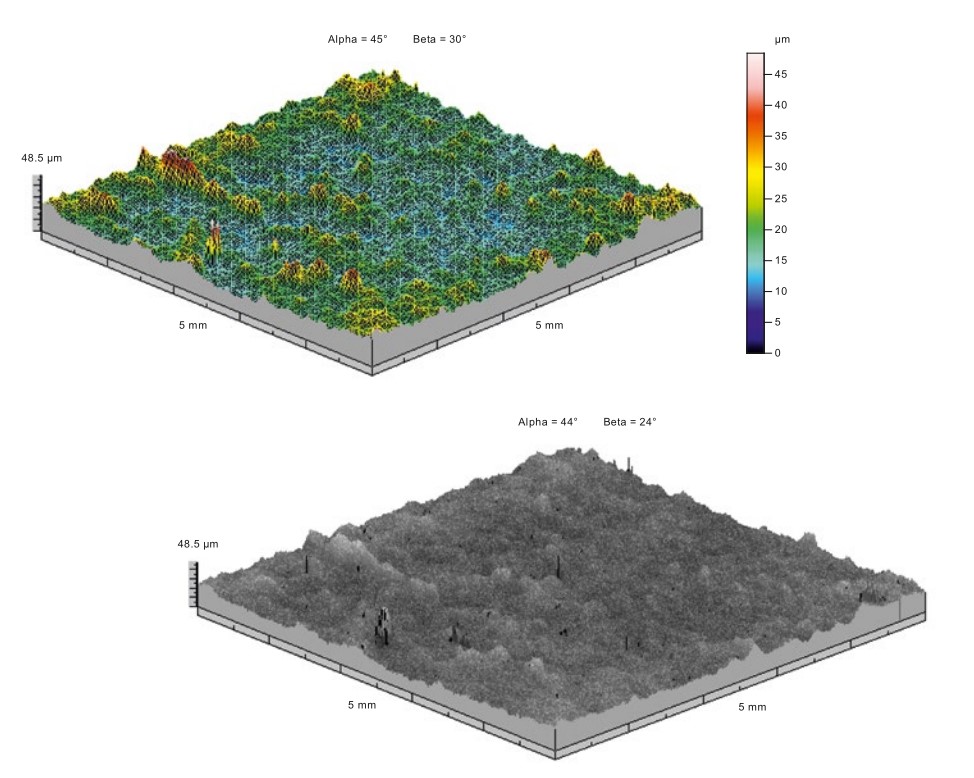
Właściwości powierzchni mają bardzo istotne znaczenie dla ustalenia prawidłowych parametrów procesu nakładania powłok lakierowych. Ilościowa ocena parametrów geometrycznych świadczących o rozwinięciu i przydatności powierzchni do malowania stała się możliwa dzięki opracowaniu metod badań oraz zastosowaniu w analizie wyników wspomagania komputerowego. Pojawiły się nowe możliwości opisu powierzchni w układzie trójwymiarowym (3D) z bardzo dużą dokładnością odwzorowujące przestrzenne ukształtowanie powierzchni. Warto się zastanowić, czy podczas uruchamiania nowej śrutownicy lub zmiany parametrów istniejących instalacji nie zastosować przedstawionej powyżej metody badawczej do optymalizacji procesu omiatania.
Dr inż. Adam Tatarek
FAM Spółka Akcyjna, Zakład Rawa Mazowiecka













{kind=link}
{kind=link}
{kind=link}
{kind=link}