




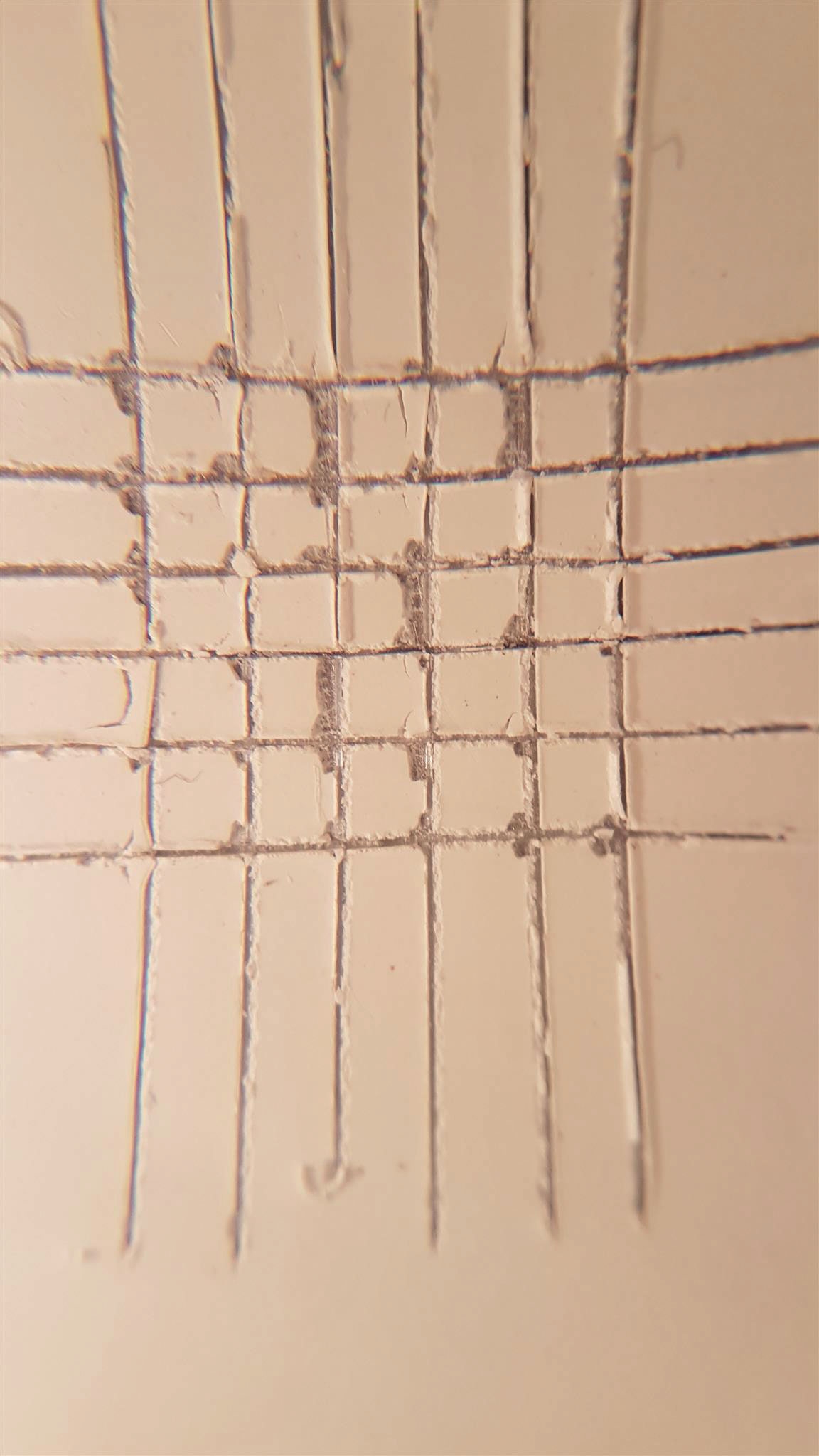
Badanie metodą odrywania wg EN ISO 16276-1.
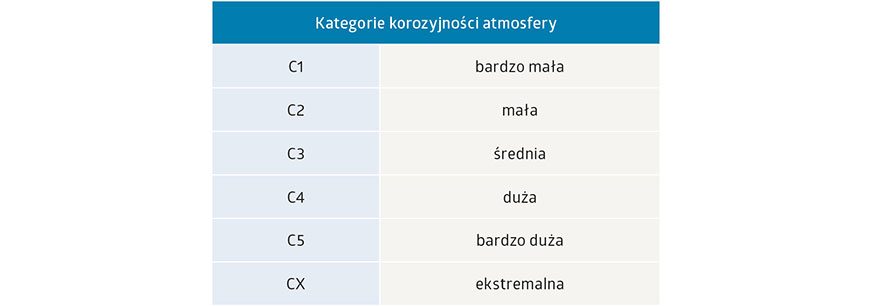
Tabela 2. Kategorie korozyjności atmosfery.
W części 3 „Zasady projektowania” najciekawsze zmiany wprowadzono w odniesieniu do firm wykonawczych. W opisanych, podstawowych zasadach projektowania, w przypadku kategorii korozyjności C4, C5 i CX, dla długich i bardzo długich okresów ochronnych oraz dla kategorii od Im1 do Im4, wymagany jest stopień przygotowania powierzchni „P3”, jeżeli nie określono innych wymagań w normach lub umowach dotyczących wykonania konstrukcji. Zacznijmy od poziomu przygotowania „P3” zgodnie z EN ISO 8501-3. Ogólnie rzecz biorąc, ten stopień przygotowania jest postrzegany głównie poprzez zaokrąglone krawędzie. Niestety, to tylko część prawdy. W normie EN ISO 8501-3 opisano 15 punktów, które trzeba uwzględnić. Poniżej omówione zostaną niektóre z kluczowych punktów, którymi należy się zająć w przypadku stopnia „P3”:
W przypadku spoin o nierównej łusce lub profilu cała powierzchnia spoiny musi być obrobiona, tzn. ma być gładka. Wymagana jest zatem obróbka np. przez szlifowanie wszystkich spoin. O ile w przypadku większości spoin czołowych wykonanie obróbki jest możliwe, to problemem staje się techniczna możliwość szlifowania spoin pachwinowych ze względu na ich dostępność.
Kolejnym ważnym punktem jest obróbka powierzchni ciętych termicznie. W tym przypadku powierzchnia cięcia musi zostać obrobiona, a jej krawędzie muszą zostać zaokrąglone do promienia nie mniejszego niż 2 mm. Obróbka oznacza, że powierzchnie po cięciu termicznym muszą być np. szlifowane lub frezowane, aby usunąć warstwę utwardzoną. Wszystkie krawędzie, w tym krawędzie otworów, muszą mieć promień co najmniej 2 mm. W punktach, które wymieniono wyżej oraz dla pozostałych punktów wymienionych w normie EN ISO 8501-3 istotne jest, aby dokładnie uzgodnić przed podpisaniem umowy, jak poszczególne wymagania wykonać i jak je sprawdzać.







{kind=link}
{kind=link}
{kind=link}