




Fot. 1. Widok ocynkowanej ogniowo konstrukcji wykonanej z profili, dwuteowników i blach. Powłoka na profilu posiada metaliczny połysk i grubość 60-70 µm, powłoka na kształtowniku hutniczym jest miejscami matowoszara, a jej grubość wynosi 150-180 µm.
Adhezja wyrobów lakierowych do powłok cynkowych wytworzonych na stali z różną zawartością krzemu
Adhezja pomiędzy bezpośrednio stykającymi się fazami (powłoką cynkową i powłoką lakierową) zależy głównie od wielkości powierzchni kontaktujących się faz oraz oddziaływania międzycząsteczkowego powstającego na granicy fazowej. Wielkość powierzchni stykających się faz zależy z kolei od zdolności zwilżania danej powierzchni farbą oraz stanu i struktury geometrycznej zwilżanej powierzchni.
Do oceny zwilżalności powierzchni stosuje się często kryterium porównania wartości napięcia powierzchniowego farby z napięciem powierzchniowym podłoża. Dobre zwilżanie, a tym samym i adhezja powłoki organicznej do ocynkowanego podłoża jest zapewnione, jeśli energia swobodna podłoża jest o co najmniej 10 mJ·m-2 większa od napięcia powierzchniowego zastosowanej farby. Im niższa jest energia swobodna ocynkowanego podłoża w stosunku do napięcia powierzchniowego nanoszonej farby, tym adhezja farby do podłoża jest gorsza. Również ważnym czynnikiem wpływającym na powierzchnię oddziaływań międzyfazowych jest struktura powierzchni danego materiału. Im jego powierzchnia jest bardziej rozwinięta, tym z reguły lepsza jest adhezja warstwy farby, im powłoka jest gładsza, tym słabiej farba trzyma się zabezpieczonej powierzchni [17].
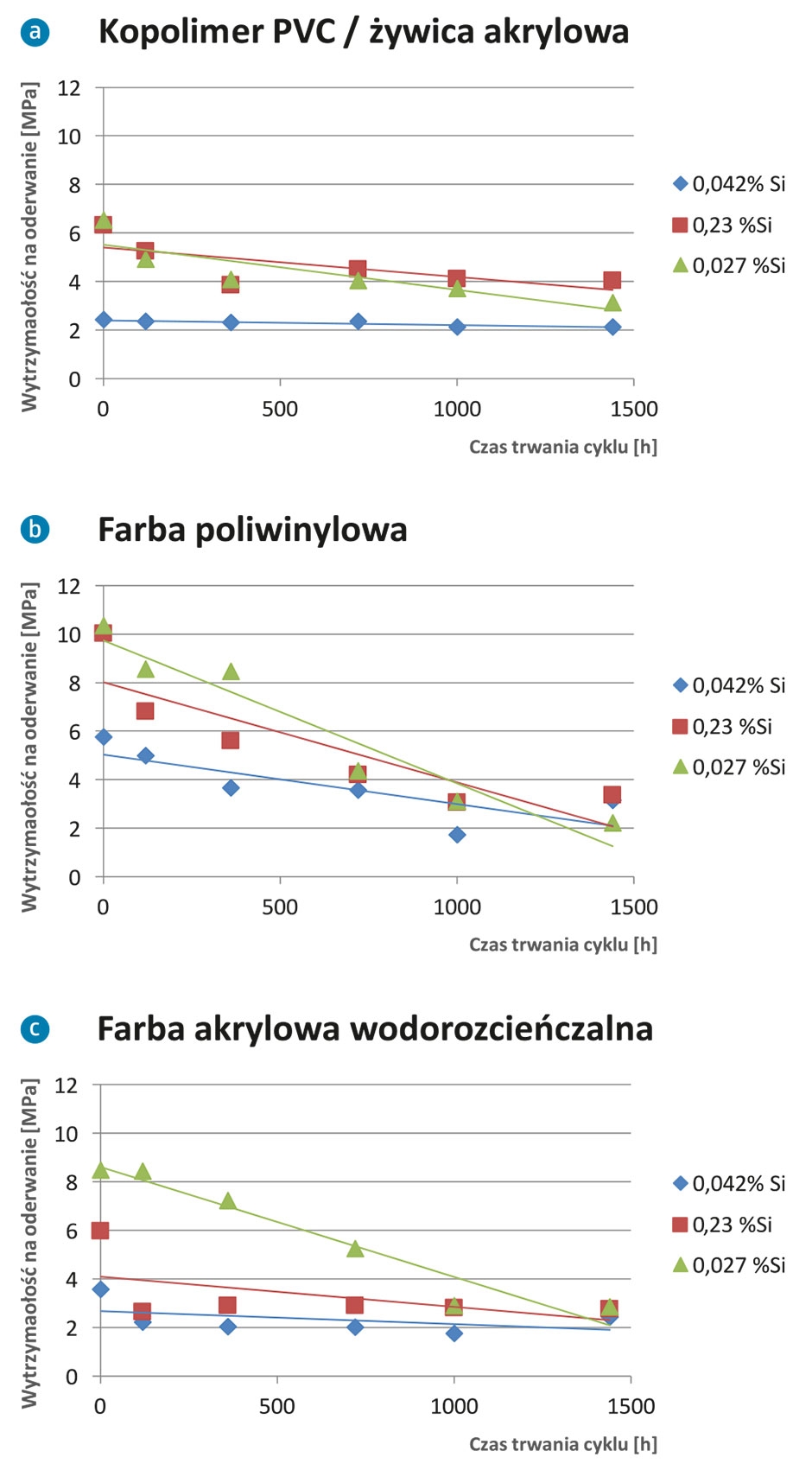
- farby opartej na kopolimerze PVC i żywicy akrylowej,
- farby poliwinylowej,
- farby akrylowej wodorozcieńczalnej.
Zbadano energię swobodną powierzchniową powłok cynkowych. Do pomiarów kąta zwilżania Θ powłok cynkowych, potrzebnego do wyliczenia napięcia powierzchniowego, zastosowano goniometr wyposażony w układ automatycznego dozowania objętości kropli cieczy pomiarowej. Jako ciecze pomiarowe zastosowano wodę destylowaną i dijodometan. Napięcie powierzchniowe wyrobów ciekłych zbadano stosując tensometr Lecomta du Noüy firmy Kruss.
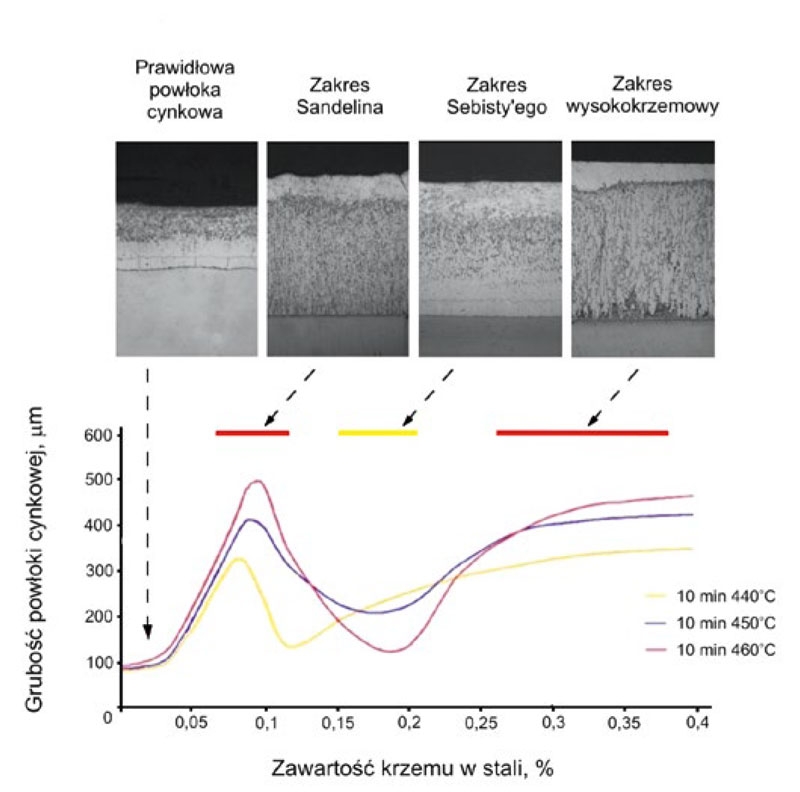
Wyniki energii swobodnej powłok cynkowych zamieszczono w tab. 1, a wyniki energii swobodnej farb w tab. 2. Tendencje zmian przyczepności powłoki lakierowej do powłoki cynkowej w czasie narażenia na zmienne warunki mokro/sucho w zależności od rodzaju stali przedstawiono na rys. 5. Po przeprowadzeniu badań stwierdzono, że nie można jednoznacznie powiązać przyczepności powłok lakierowych z topografią powierzchni powłok cynkowych i swobodną energią powierzchniową podłoża i farb. Przykładem może być najsłabsza przyczepność wszystkich użytych do badań farb nałożonych na podłoże, które stanowi stal z zakresu Sandelina. Podłoże to odznacza się najwyższą energią powierzchniową niezależnie od składu chemicznego kąpieli, a więc przyczepność wyrobów lakierowych powinna być w tym przypadku najlepsza, a tak nie jest. W przypadku podłoża ze stali ocynkowanej nie znajduje potwierdzenia też zasada, że duża różnica między swobodną energią powierzchniową podłoża a napięciem powierzchniowym farby zapewnia dobrą przyczepność powłoki lakierowej do cynkowej. Prawdopodobnym wytłumaczeniem tej sytuacji jest fakt, że energię swobodną powłoki cynkowej mierzy się metodą makroskopową, w której na wartość kąta zwilżania powierzchni największy wpływ ma chropowatość, a więc stopień rozwinięcia powierzchni. Metoda ta nie uwzględnia struktury geometrycznej powierzchni powłoki cynkowej, która zależy w dużej mierze od technologii cynkowania i właściwości stali, w tym głównie jej składu chemicznego.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}