




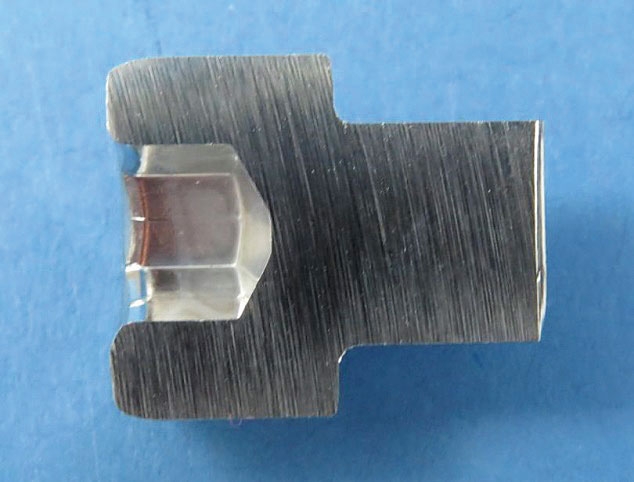
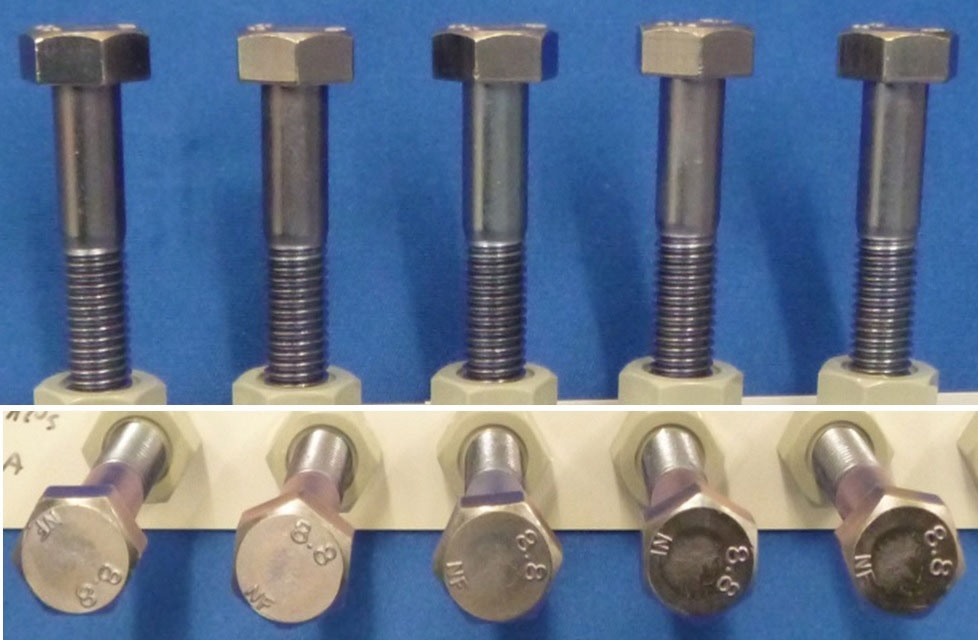
Elementy pokryte w procesie Zinni® 220 przy 1,2 A/dm² poddane testowi przyczepności.
Zinni® 220 – odporność korozyjna
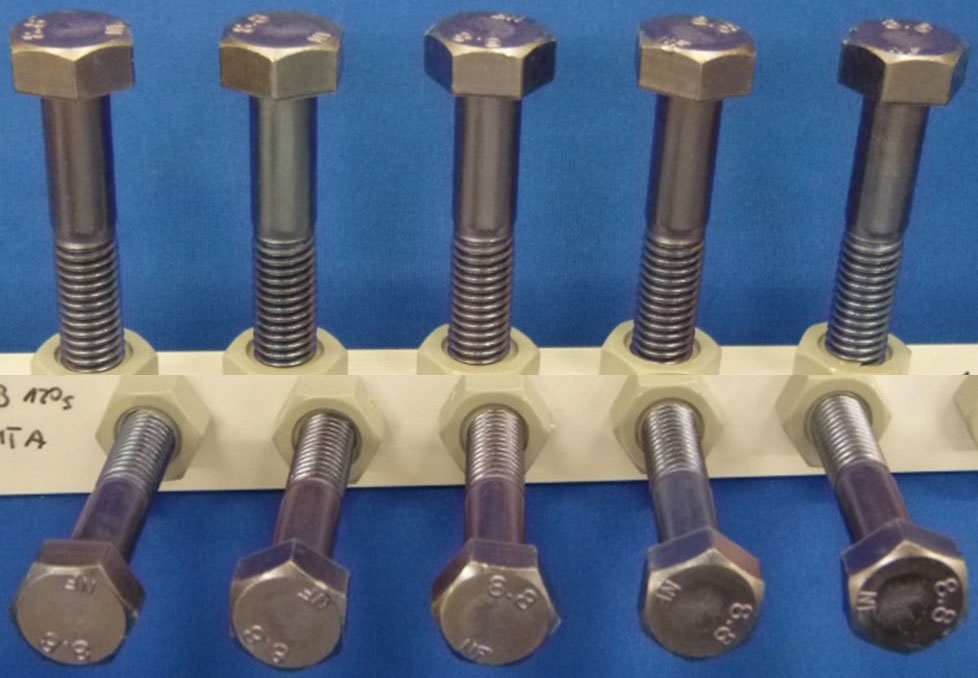
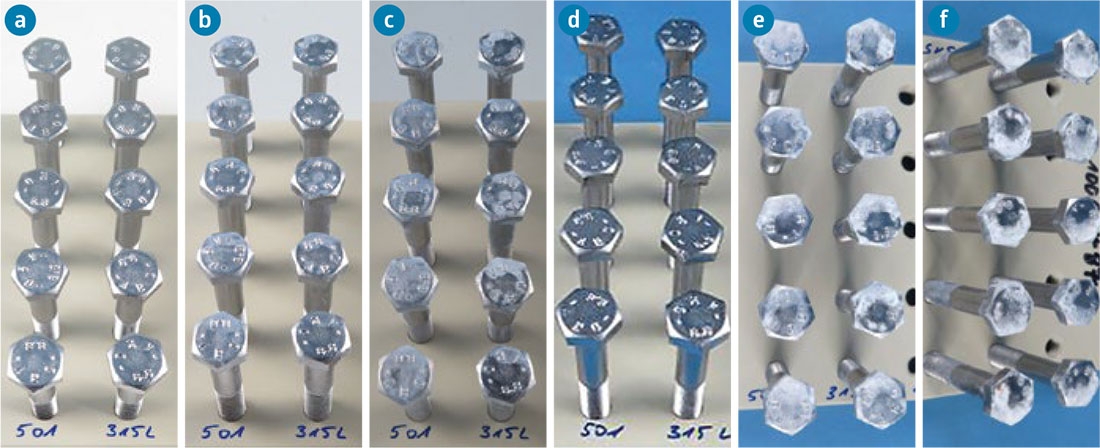
Dla elementów pokrytych w procesie Zinni® 220, pasywowanych oraz pasywowanych i uszczelnionych, badano odporność korozyjną w neutralnej mgle solnej zgodnie z ASTM B-117. Jak widać na rys. 8 (a, b, c), po nałożeniu uszczelniacza wymagania dotyczące odporności do białej i czerwonej korozji są z łatwością spełnione. Niewielka ilość białej korozji jest widoczna na łbach badanych śrub po 1000 h w komorze solnej. Po procesie wygrzewania pasywowanych elementów (pasywacja Tridur DB) możliwe jest osiągnięcie 500 godzin w komorze solnej bez zmiany koloru i bez konieczności nałożenia uszczelniacza (rys. 7).
Elementy poddano również badaniu w teście cyklicznym zgodnie z VDA 233-102. Również w tym badaniu osiągnięto doskonałe wyniki. Rys. 8 (d, e, f) przedstawia elementy pokryte w procesie Zinni® 220, pasywowane EcoTri HC2 i uszczelnione Corrosil® Plus 501 lub Corrosil® Plus 315 L. Po 15 cyklach brak jest śladów czerwonej korozji.
Podsumowanie
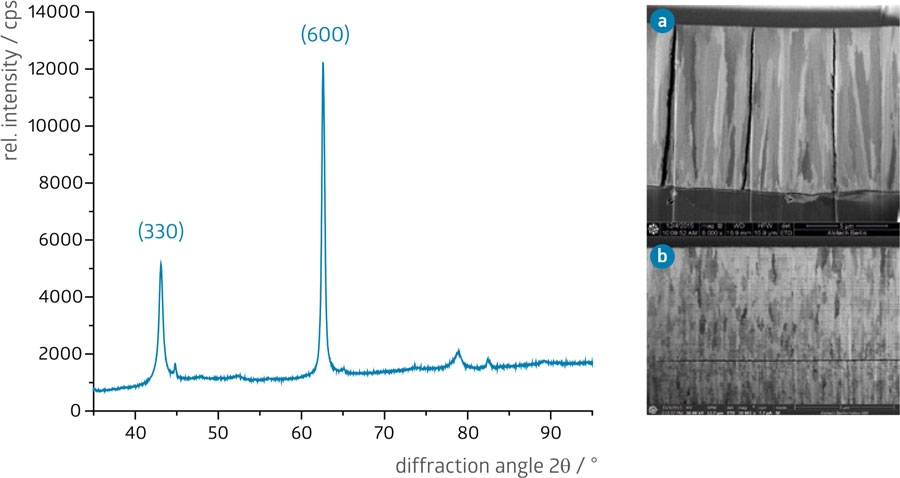
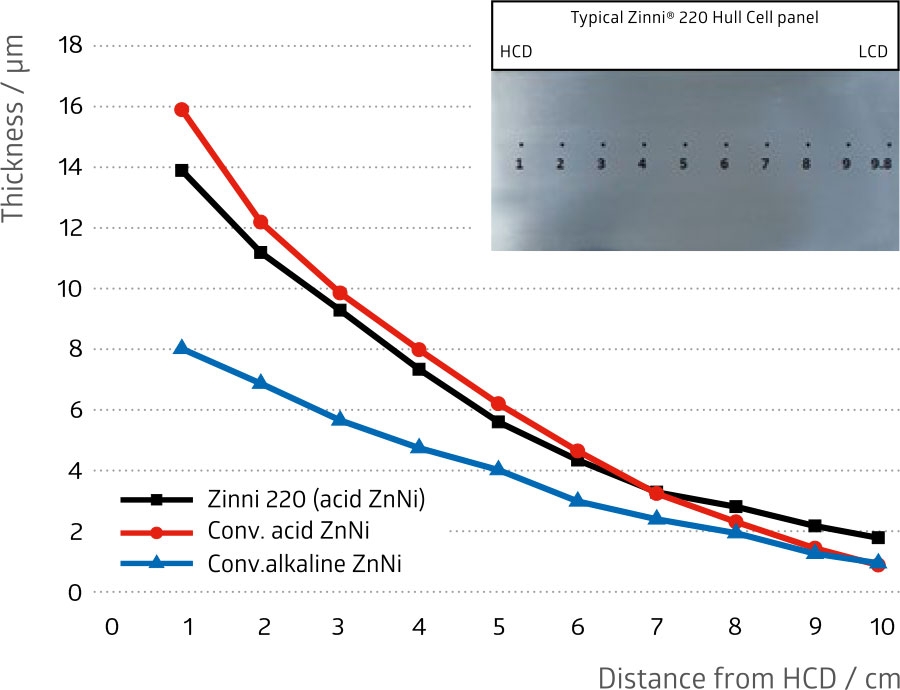
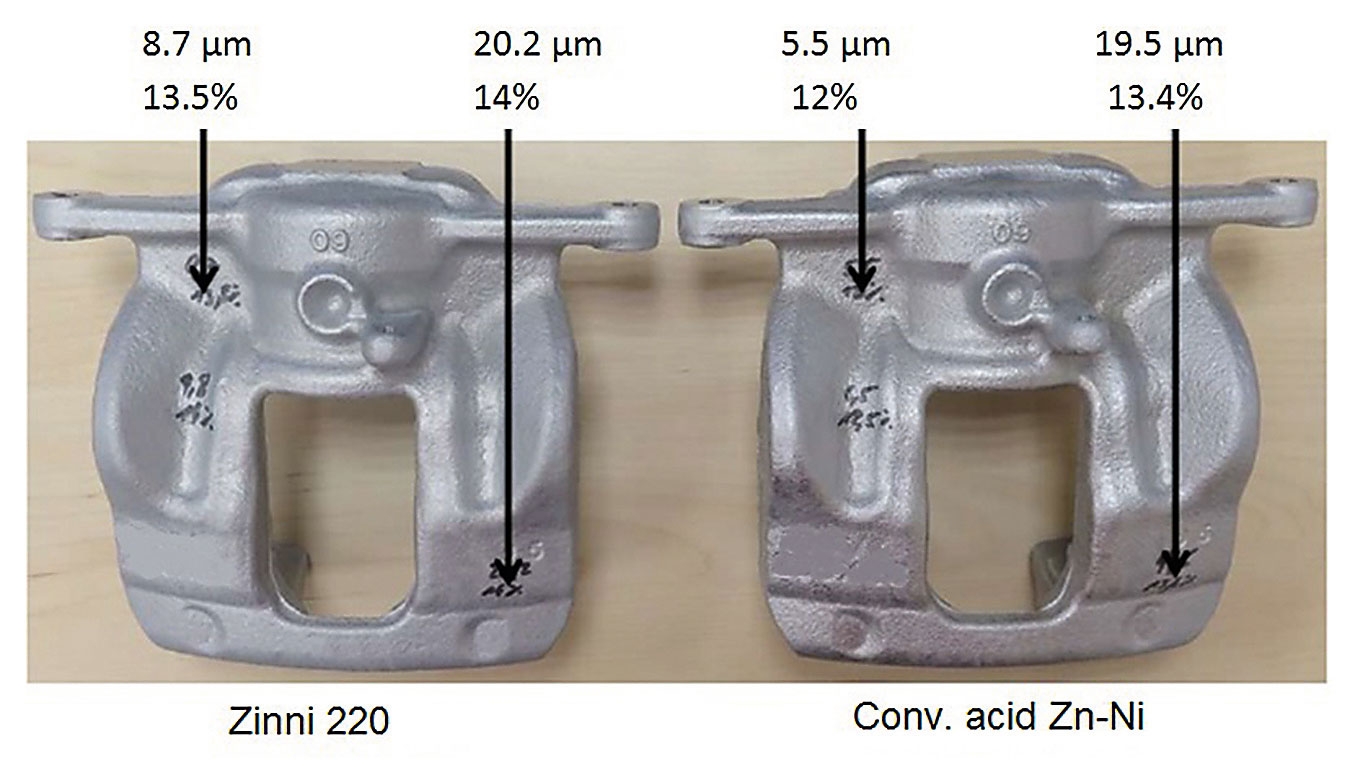
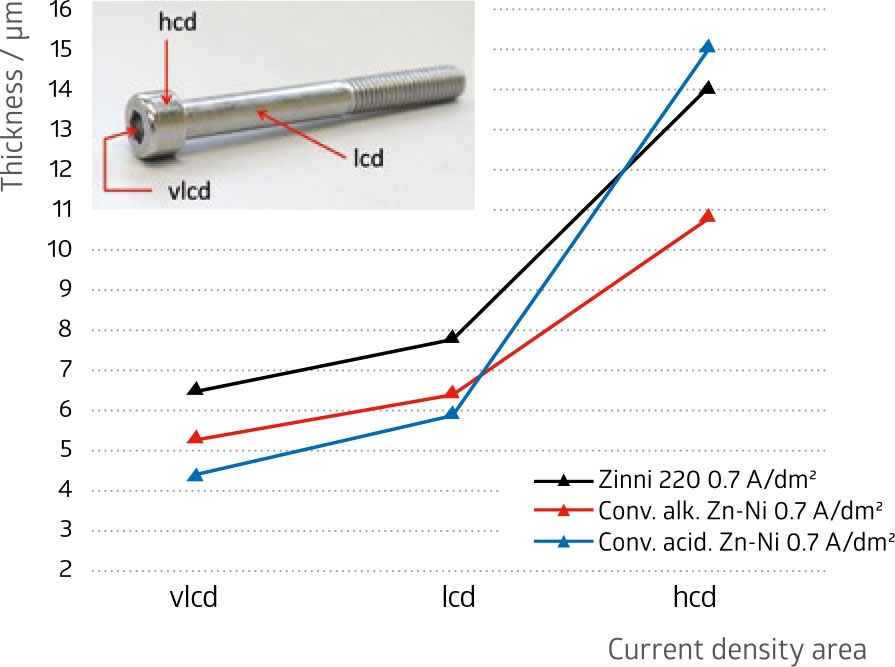
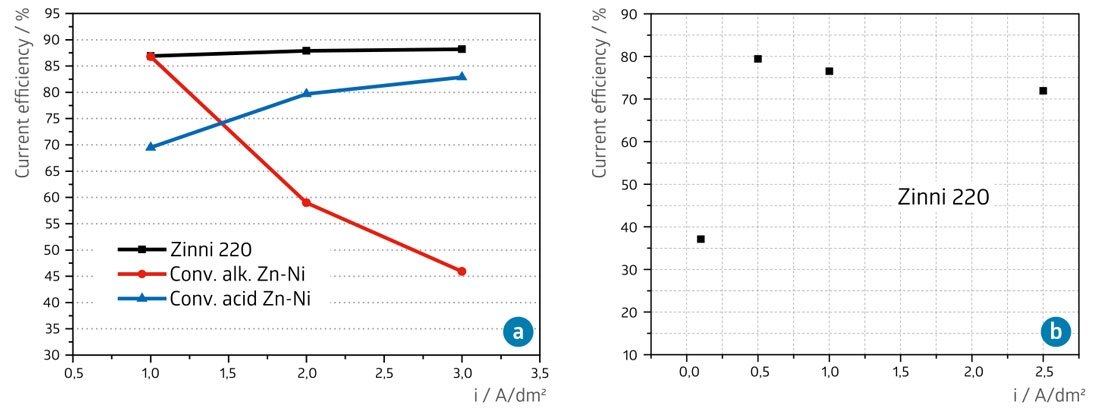
Porównano powłoki uzyskane z nowej generacji kwaśnego procesu ZnNi Zinni® 220 z powłokami nałożonymi z elektrolitów konwencjonalnego kwaśnego oraz alkalicznego ZnNi. Badanie morfologii, budowy i struktury fazowej pokazało, że we wszystkich przypadkach faza γ została odpowiednio utworzona. Zbadano odporność korozyjną nowej powłoki cynk-nikiel, pasywowanej i uszczelnionej, w testach neutralnej mgły solnej zgodnie z ASTM B-117 oraz cyklicznym zgodnie z VDA 233-102. Wyniki potwierdzają wyjątkową odporność korozyjną do białej i czerwonej korozji. Potwierdzono przyczepność nałożonej powłoki przez wygrzanie w temperaturze 300°C w czasie 30 minut i schłodzenie w wodzie. Nie zaobserwowano pęcherzenia powłoki. Dodatkowo porównano rozkład grubości między obszarami niskich i wysokich gęstości prądowych, grubość powłoki w obszarze niskich gęstości prądowych oraz sprawność elektrolitów ZnNi nowego kwaśnego, konwencjonalnego kwaśnego i alkalicznego. Udowodniono, że nowy proces kwaśnego ZnNi charakteryzuje się lepszym rozkładem grubości oraz umożliwia otrzymanie wyższych grubości powłoki w obszarze niskich gęstości prądowych przy zachowaniu typowej dla elektrolitów kwaśnych wysokiej sprawności prądowej. Wyjątkowo wysoka grubość w obszarze niskich gęstości prądowych jest kluczowa dla uzyskania wysokiej odporności korozyjnej całej powłoki. Pokazano, że nowa generacja procesu ZnNi nadaje się do zastosowania w zaawansowanej aplikacji zawieszkowej wymagającej doskonałego rozkładu grubości, np. przy pokrywaniu zacisków hamulcowych. Proces Zinni® 220 możliwy jest również do użycia w aplikacji bębnowej, pozwalając skrócić czas pokrywania o 30% i tym samym podnieść produktywność w porównaniu z procesem alkalicznym. Opierając się na przedstawionych wynikach badań możemy z dumą potwierdzić, że nowa generacja kwaśnego procesu ZnNi może z powodzeniem zastąpić konwencjonalne procesy alkaliczne stosowane w układzie zawieszkowym.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}