




Różnice w tworzeniu warstwy konwersyjnej spowodowane nieefektywnym mieszaniem.
Optymalizacja procesu niezbędna do osiągnięcia wysokiej odporności korozyjnej oraz dekoracyjnego wyglądu powłoki
Precyzyjna kontrola procesu pasywowania powłok cynkowo-niklowych ma ogromny wpływ na osiąganą odporność korozyjną. Dokładna kontrola parametrów, takich jak stężenie, temperatura, czas zanurzenia czy wartość pH ma istotny wpływ na tworzenie warstwy konwersyjnej, która decyduje o wysokiej odporności korozyjnej.
Streszczenie
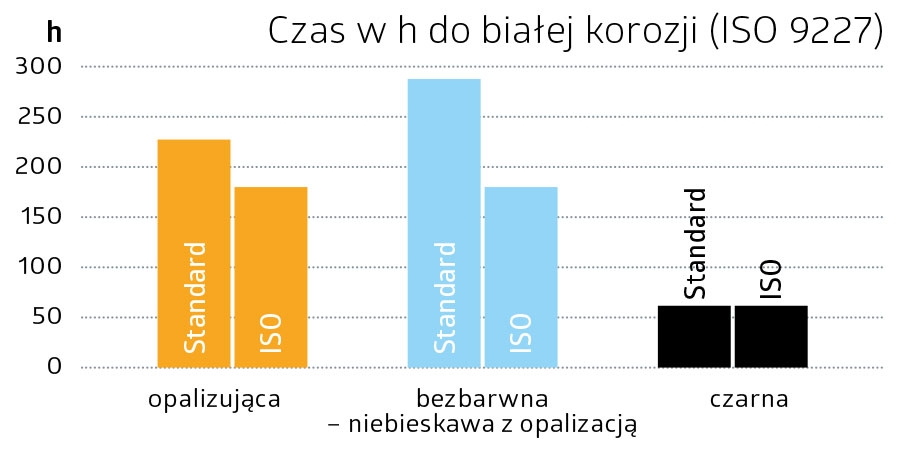
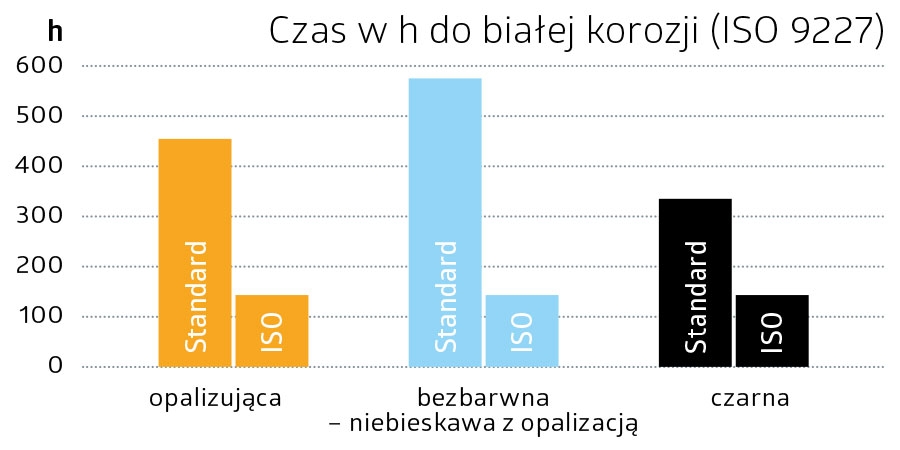
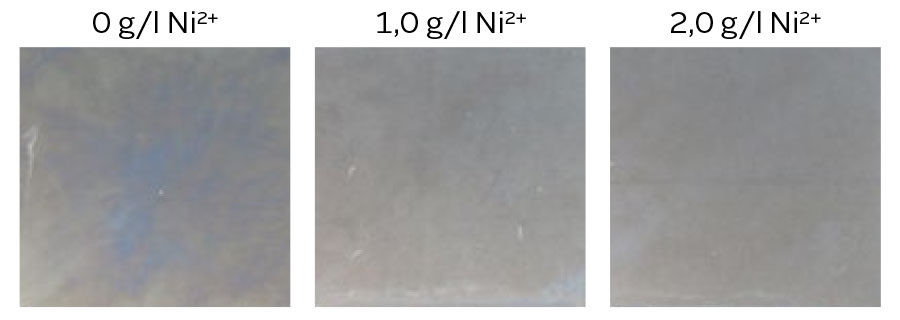
Powłoka konwersyjna może być bezbarwna, opalizująca, czarna bądź niebieska. Zarówno bardzo agresywny proces pasywowania, jak i zbyt wysokie stężenie niklu w powłoce cynkowo-niklowej mogą prowadzić do pogorszenia właściwości antykorozyjnych.
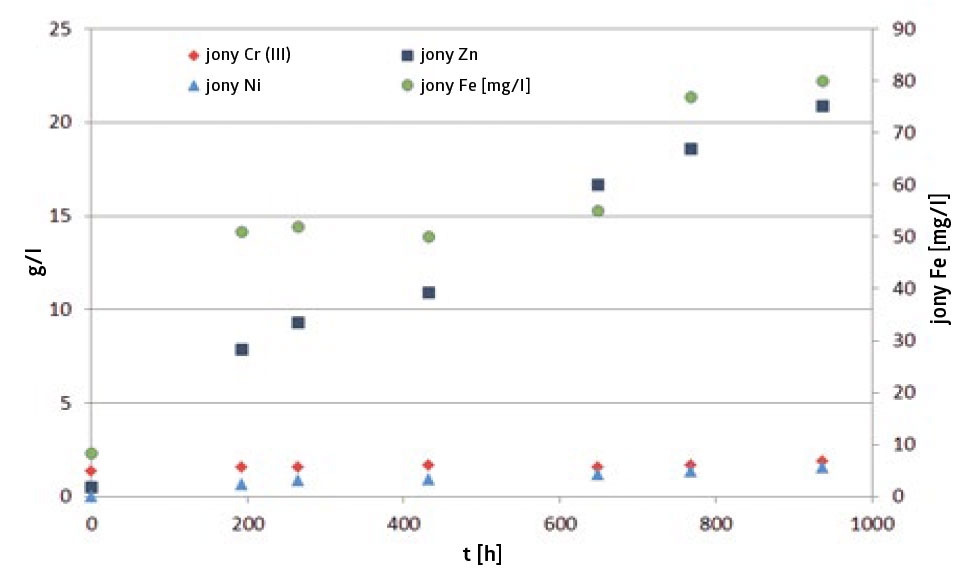
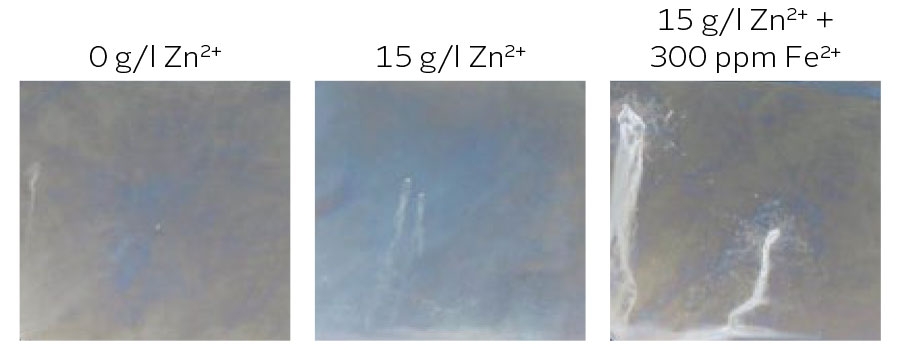
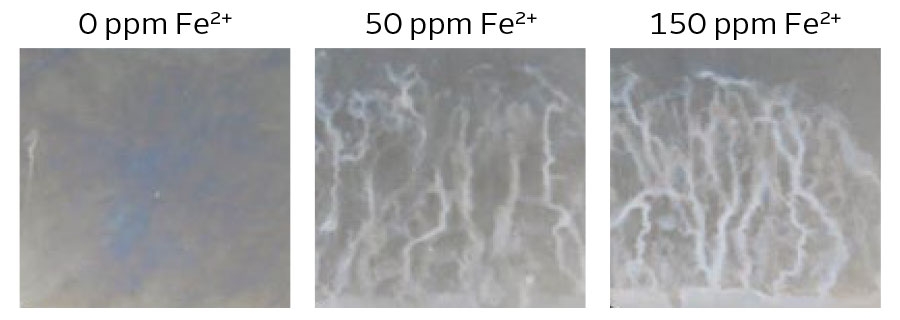
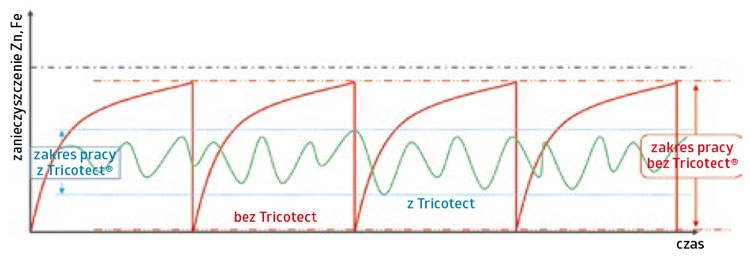
Jak wiadomo, w procesie pasywowania powłok cynkowych lub cynkowo-niklowych, znaczne zanieczyszczenie kąpieli żelazem czy cynkiem ma negatywny wpływ na proces tworzenia warstwy konwersyjnej. Dlatego właśnie ich stężenie powinno być kontrolowane i utrzymywane w wąskim zakresie. Dobre płukanie po procesie pasywowania, odpowiednie mieszanie elektrolitu czy ruch detali są niezbędne do uzyskania jednorodnej warstwy konwersyjnej.
Artykuł ten opisuje najważniejsze parametry procesu pasywowania oraz ich wpływ na zdolność pasywacyjną. Omawiając optymalizację procesu wzięto również pod uwagę aspekty ekonomiczny oraz ekologiczny.

Tworzenie powłoki ochronnej na powierzchniach metali nazywamy pasywowaniem. Powłoka ta zapobiega lub zatrzymuje korozję podłoża. Roztwory do pasywacji zawierają jony chromu (III), kobaltu oraz azotany i inne jony (fluorki, kwasy organiczne itp.).
Mimo że pasywacje oparte na chromie (III) są stosowane od dłuższego czasu, to chromiany zawierające chrom (VI), używane w przemyśle motoryzacyjnym, zostały wykluczone ze stosowania w powłokach antykorozyjnych dopiero 1 lipca 2007 roku, po wprowadzeniu dyrektywy ELV 2000/53/EC w sprawie pojazdów wycofanych z eksploatacji. Artykuł ten opisuje tylko procesy oparte na chromie (III).
Proces tworzenia warstwy konwersyjnej przebiega w trzech etapach:
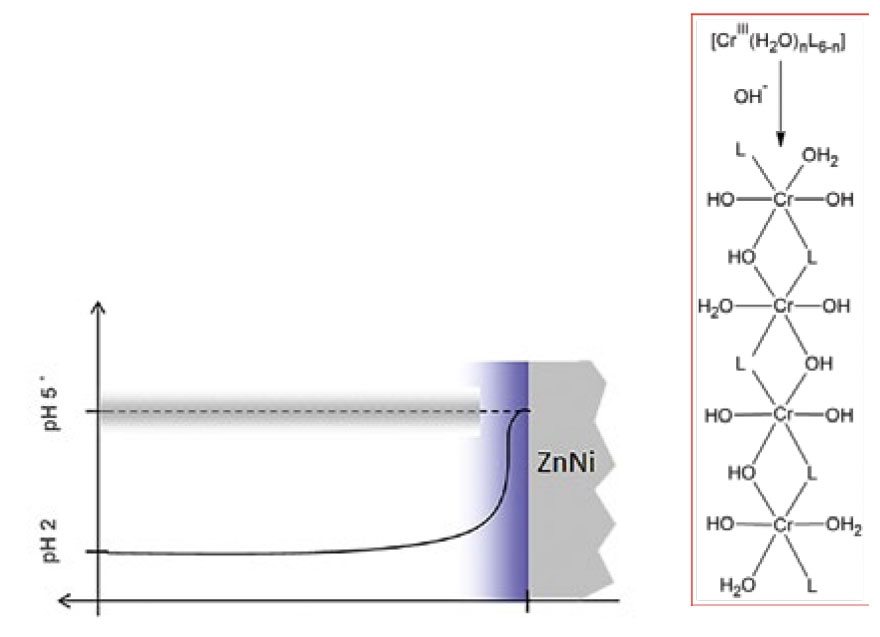
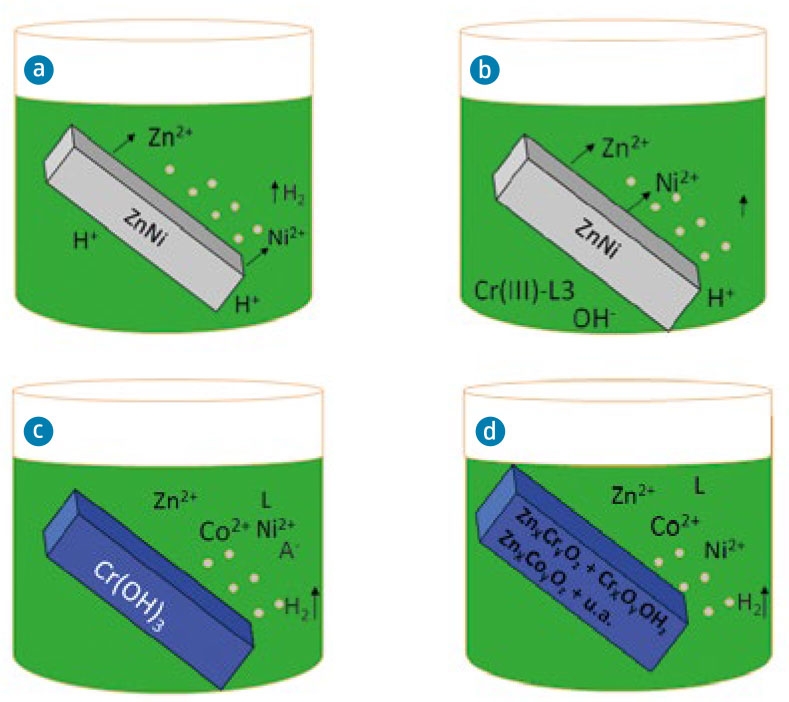
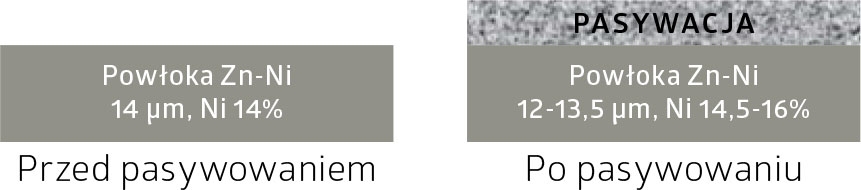
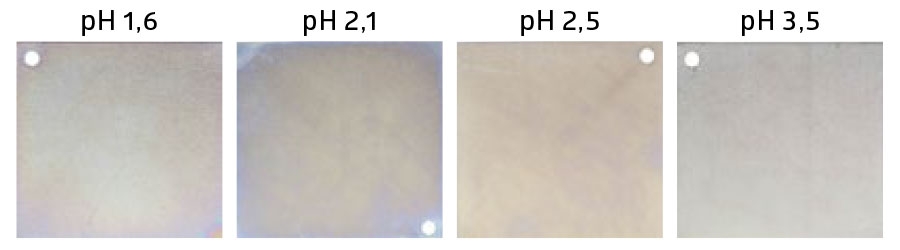
W pierwszym etapie roztwór o niskim pH (wartość pH zwykle mieści się w przedziale 1,8 – 2,2 do maksymalnie 4,5) „atakuje” warstwę cynkowo-niklową z jednoczesnym wydzielaniem wodoru (równ. 1). pH na powierzchni metalu wzrasta (rys. 1 oraz 2a).
W procesie tworzenia warstwy konwersyjnej może powstawać wiele związków kompleksowych. W najprostszym przypadku kompleksy tworzone są z cząsteczkami wody, a także jonami fluoru lub kwasami organicznymi.
Czynnik kompleksujący ma duże znaczenie przy formowaniu się powłoki konwersyjnej (k1, równ. 3). Szybko tworzące się kompleksy (z cząsteczkami wody) tworzą łatwą do starcia powłokę. Kompleksy tworzone np. z fluorkami powstają wolniej, są bardziej stabilne, a utworzona powłoka jest cienka
i zwarta.
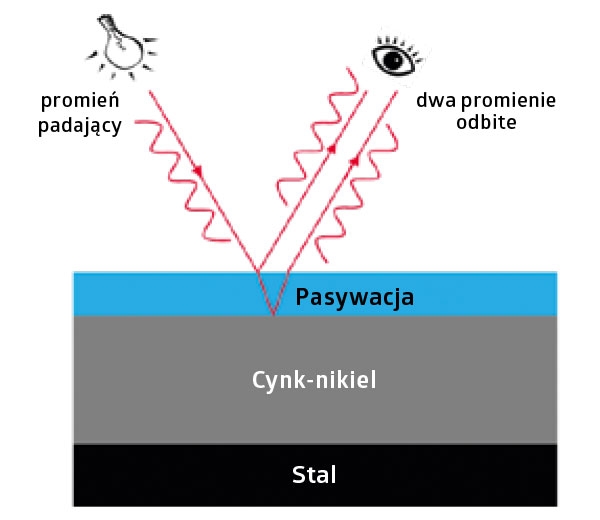
Z powodu wzrostu pH na powierzchni metalu powstaje kompleks chromu (III). Dodatkowo wiązane są kolejne składniki aktywne, mające wpływ na właściwości powłoki (równ. 4, ryc. 2d).
Podczas procesu suszenia wytwarzają się polimerowe struktury tlenku chromu (III), wodorotlenku, tlenku cynkowo-chromowego (III), a także tlenku niklowo-chromowego (III).
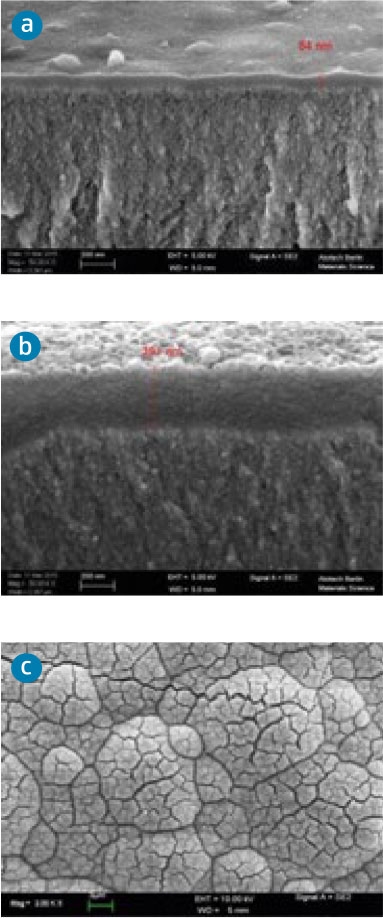
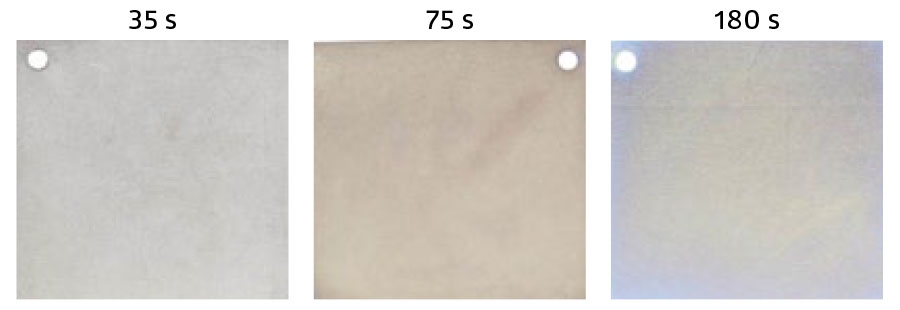
Zależnie od typu pasywacji, amorficzne warstwy konwersyjne mają grubość od 50 nm (bezbarwna, niebieska, rys. 3a) do 400 nm (opalizująca, czarna, rys. 3b) o strukturze mniej lub bardziej spękanej (rys. 3c).
Do roztworu pasywacji można dodać koloidalną zawiesinę cząsteczek krzemu (< 50 nm). Cząsteczki te wbudowują się w powłokę konwersyjną zamykając pory i spękania, zwiększając ochronę barierową.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}