




Anodowanie zapewnia aluminium większą odporność mechaniczną i wytrzymałość na korozję.
Obróbka aluminium poprzez anodowanie
Za dwa lata anodowanie będzie świętować setną rocznicę wprowadzenia na rynek. I choć w tzw. międzyczasie nieraz wieszczono, że niebawem odejdzie do lamusa, całkowicie zastąpione przez malowanie proszkowe, najnowsze trendy rozwojowe zadają kłam tej tezie. W ostatnich latach anodowanie silnie bowiem ewoluowało, a najnowsze jego warianty, pozbawione wad swoich poprzedników, zdobywają coraz większe rzesze zwolenników.
Gdy w 1923 r. po raz pierwszy zastosowano je na skalę przemysłową, nikt nie miał wątpliwości, że zrewolucjonizuje obróbkę aluminium. Już wczesny proces, w którym wykorzystano kwas chromowy i skomplikowaną procedurę regulacji napięcia prądu w wannie, na tyle skutecznie zabezpieczył bowiem przed korozją elementy wodolotów, że jest stosowany do dziś, choć w tzw. międzyczasie na rynku pojawiły się prostsze i bardziej efektywne jego warianty. Najbardziej popularnym z nich na przestrzeni czasu okazało się anodowanie z wykorzystaniem kwasu siarkowego – proces opatentowany już w 1927 r., a więc zaledwie cztery lata później, przez Gowera i O’Briena. I pewnie zachowałoby ono ową popularność do dziś, gdyby w 1972 r. nie wprowadzono na rynek farb proszkowych do powlekania aluminium. Wystarczyła zaledwie dekada, aby całkowicie wyparły one z rynku farby ciekłe w obróbce aluminium, a następnie zagroziły samemu anodowaniu, które w porównaniu z malowaniem proszkowym okazało się pod wieloma względami mniej efektywne.
Anodowanie krok po kroku
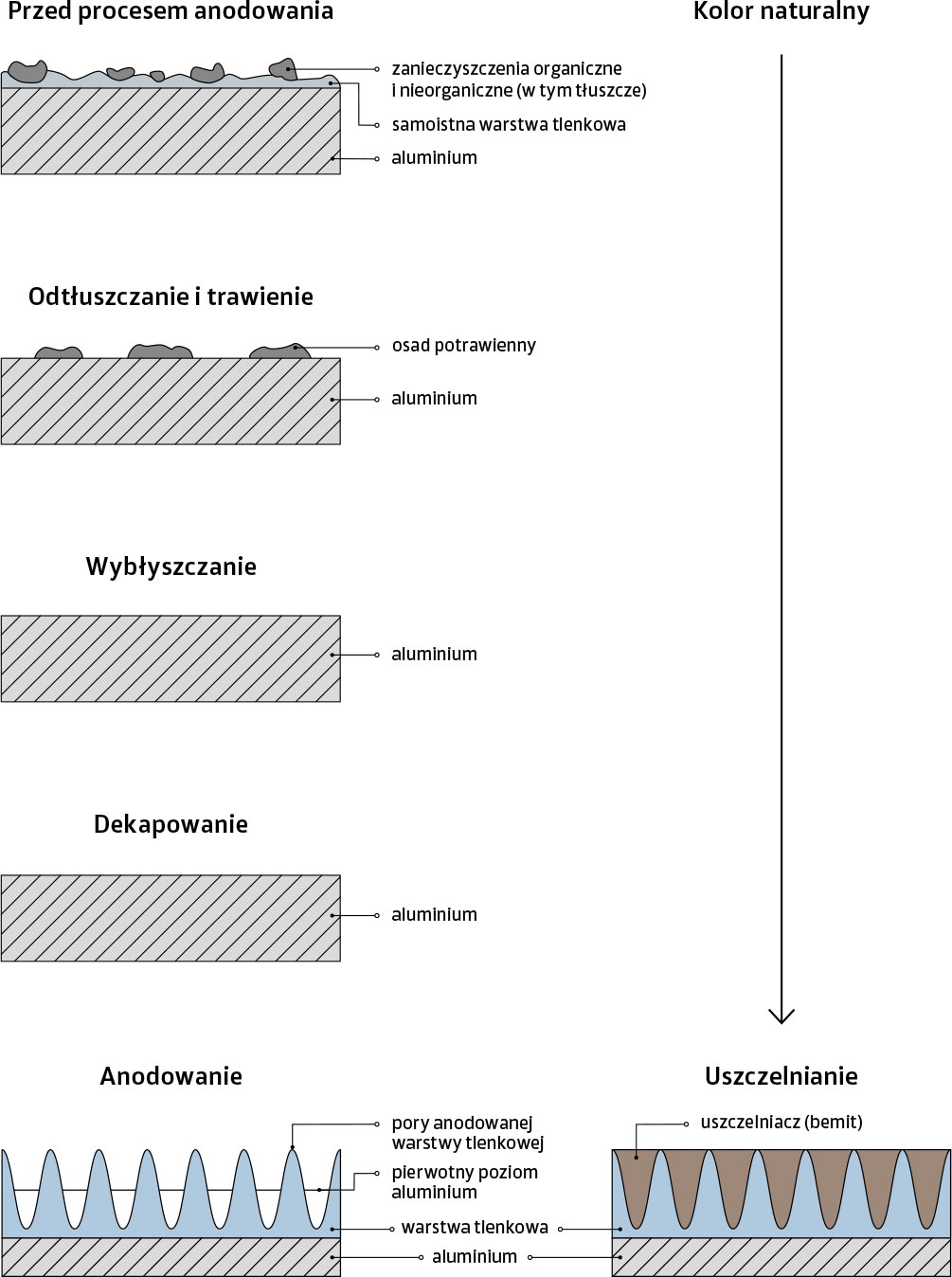
Mimo wspomnianych zmian proces anodowania jako taki w dużej mierze zachował jednak swój pierwotny charakter. Nadal składają się na niego trzy podstawowe etapy: przygotowanie powierzchni, anodowanie (z barwieniem lub bez) oraz uszczelnianie, z których każdy realizowany jest w osobnej wannie technologicznej (kąpieli) i poprzedzony dokładnym płukaniem obrabianych detali.
Teraz już można przeprowadzić właściwy proces anodowania, czyli wygenerować na powierzchni cienką warstwę tlenku glinu. W tym celu detal należy zanurzyć w elektrolicie, najczęściej na bazie roztworu kwasu siarkowego (choć w roli tej stosuje się niekiedy także kwas chromowy, kwasy organiczne lub kwas fosforowy). Na skutek przyłożenia do niego prądu stałego detal przekształca się w anodę (biegun dodatni), a na jego powierzchni wydziela się tlen, który reaguje z metalem i tworzy przezroczystą powłokę tlenku glinu. Powłoka ta de facto składa się z dwóch warstw: barierowej, która wrasta w powierzchnię metalu, stanowiąc ok. 2/3 całkowitej grubości powłoki oraz kryjącej, która wyrasta ponad nią. Charakterystyczną cechą tak utworzonej powłoki jest z jednej strony duża twardość i odporność na korozję, a z drugiej – porowata struktura, która wymaga jak najszybszego uszczelnienia. Otwarte pory można jednak wcześniej wykorzystać do nadania powłoce charakterystycznego zabarwienia (patrz: ramka).
Podobnie jak w przypadku przygotowania powierzchni do anodowania, także uszczelnianie można przeprowadzić na kilka sposobów w zależności od efektu końcowego, który chcemy uzyskać. Najprostszym sposobem zamknięcia porów jest kąpiel w wodzie demineralizowanej o temperaturze 96–100°C (tzw. uszczelnianie wysokotemperaturowe). Pod wpływem ciepła tlenek glinu przyjmuje tu postać uwodnioną, widocznie pęczniejąc. Zamyka to pory, ale jednocześnie znacznie zmniejsza odporność powłoki na ścieranie (średnio o 20%). Zdecydowanie mniej inwazyjnie na warstwę tlenków działa uszczelnianie średniotemperaturowe (60–80°C). Ponieważ jednak oprócz wody stosuje się tu także dodatki organiczne i sole metali, mogą one przyspieszyć wypłukiwanie koloru (metalu) z porów, a tym samym ograniczyć efekty barwienia. Najbardziej energooszczędnym wariantem jest uszczelnianie na zimno (w temperaturze pokojowej). Jako dodatki do wody stosuje się tu głównie teflon, octan niklu, octan kobaltu lub gorące roztwory sodu bądź dichromianu potasu.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}