




Anodowanie zapewnia aluminium większą odporność mechaniczną i wytrzymałość na korozję.

Elektroliza czy interferencja, czyli jak barwić aluminium?
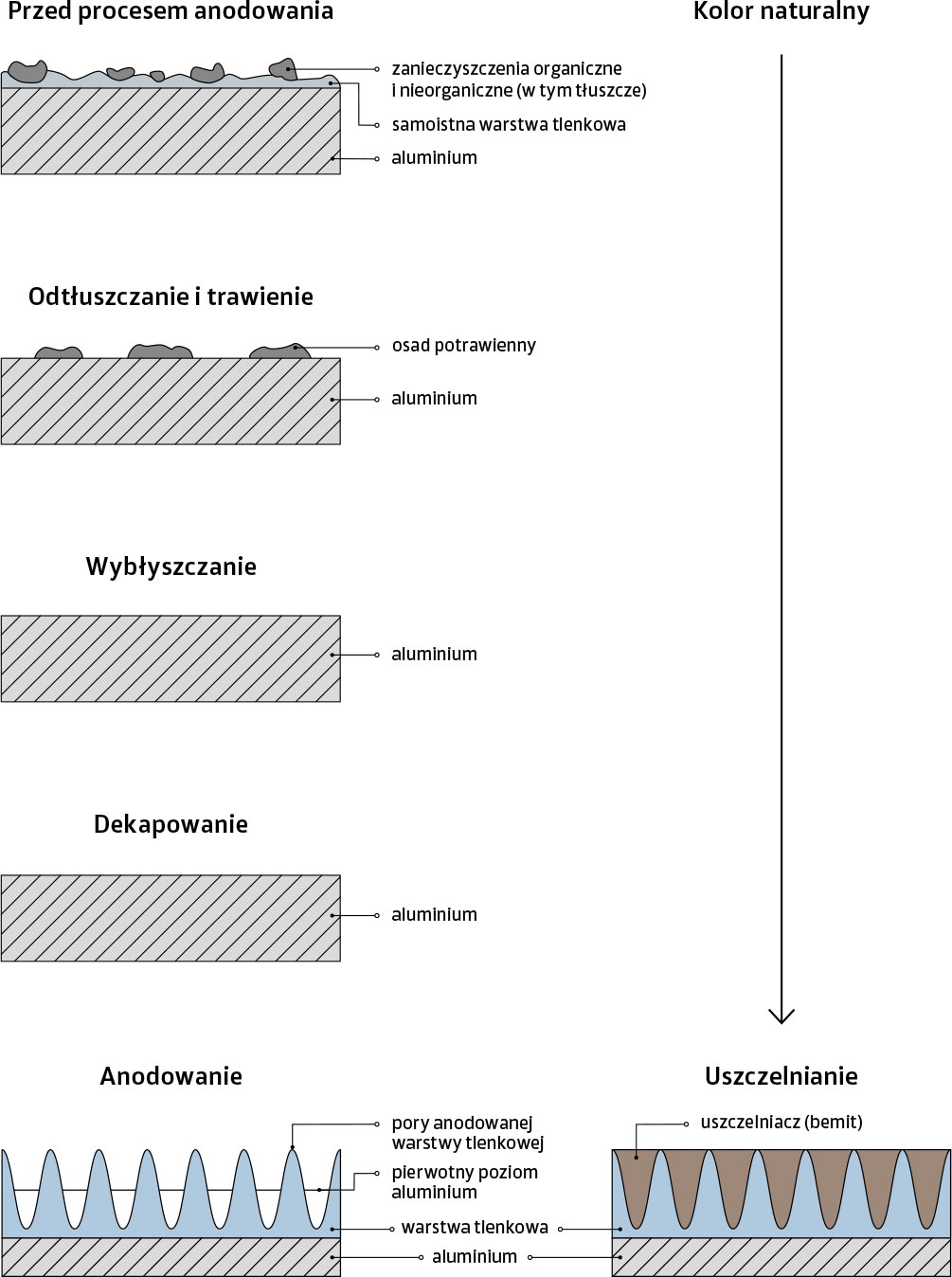
Zanim anodowane aluminium zostanie poddane ostatniej fazie procesu, czyli uszczelnianiu, warstwa tlenku glinu wykazuje charakterystyczną porowatą strukturę, która świetnie nadaje się do barwienia. Proces ten można przeprowadzić na dwa sposoby, w zależności od tego, jaki kolor chcemy nadać anodowanej powierzchni. Pierwszy – tzw. barwienie elektrochemiczne – polega na zanurzeniu detalu w elektrolicie zawierającym jony soli cyny. Metal osadza się na dnie porów i zabarwia powierzchnię aluminium na różne odcienie – od jasnego brązu po czerń (zależnie od czasu zanurzenia przy stałej wartości prądu). Z kolei w procesie barwienia interferencyjnego przed poddaniem detalu oddziaływaniu soli cyny przeprowadza się dodatkowo modyfikację struktury dolnej części porów, nadając im kształt sferyczny. Dzięki temu można poszerzyć zakres wariantów kolorystycznych powłoki o odcienie szarości i zieleni. Nazwa tego procesu pochodzi od zjawiska interferencji, tj. nakładania się na siebie fal światła odbitego (w tym przypadku przez zmianę kształtu porów), które powoduje zmianę amplitudy fali wypadkowej decydującej o ostatecznym efekcie optycznym (kolorze).
Kilka zalet, wiele wad
Jeśli poprawnie zrealizujemy wszystkie trzy etapy procesu anodowania, uzyskamy w efekcie twardą, antykorozyjną powłokę o relatywnie niskiej przewodności cieplnej. Właściwości te stanowią istotną korzyść wszędzie tam, gdzie dąży się do ograniczenia całkowitej masy obiektu przez zastąpienie stali metalami lżejszymi (najczęściej właśnie aluminium). Nie dziwi więc, że wraz z popularyzacją lekkich konstrukcji anodowanie znów powróciło do łask, chętnie stosowane m.in. w branży lotniczej – do powlekania spoin i komponentów narażonych na intensywne zużycie na skutek zmian wysokości i temperatur. Ale nie tylko: niezmiennie cieszy się ono sporą popularnością także w branży produkcji elektroniki, gdzie stosuje się je z jednej strony do zabezpieczania kondensatorów, a z drugiej – jako element lekkich obudów smarfonów czy laptopów (pionierem w tej dziedzinie była firma Apple), a także w wielu innych sektorach – od produkcji okien (ramy okienne), przez branżę narzędziową (narzędzia wielofunkcyjne, latarki), po sektor produkcji AGD (naczynia kuchenne, rondle).
Drugą istotną wadą anodowanego aluminium jest relatywnie duża podatność na ścieranie oraz niska odporność na ekstremalne temperatury. Wspomniana mała przewodność cieplna powoduje bowiem, że pod wpływem wysokich temperatur detal ma tendencję do pękania. Zjawisko to można co prawda ograniczyć przez odpowiednie uszczelnienie, ale nie sposób go całkowicie wyeliminować.
Swoją „cegiełkę” do złego wizerunku anodowania dołożyli także ekolodzy: co prawda sam proces nie powoduje zagrożeń dla środowiska, ale już powstające w jego efekcie toksyczne odpady (wodorotlenek glinu i rozłożony kwas siarkowy) mogą być niebezpieczne nie tylko dla otoczenia, ale i dla człowieka. Dlatego też coraz usilniej poszukuje się alternatyw, które, wykazując zalety anodowania, byłyby jednocześnie ekologiczne, trwałe i tanie w eksploatacji.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}