



Galwanizowanie stanowi podstawową metodę uzyskiwania powłok ochronnych, technicznych oraz ochronno-dekoracyjnych.
Galwanizacja, czyli obrabianie detali w kąpieli z elektrolitu
Powłoki galwaniczne są stosowane od ponad 100 lat, a mimo to wciąż cieszą się ogromną popularnością m.in. w sektorze budowy maszyn, gdzie są wysoko cenione za antykorozyjność i możliwość sterowania właściwościami powierzchni. I choć mogłoby się wydawać, że na rynku tym niewiele się dzieje, oferta powłok galwanicznych powoli, acz konsekwentnie ewoluuje. Równolegle rozwijają się jednak także alternatywne systemy powlekania, aspirujące do roli następcy galwanizowania.
Proces galwanizacji (czy też poprawnie: galwanostegii) należy do tej grupy technologii, których rozwój zbiegł się w czasie z drugą rewolucją przemysłową, tj. przejściem od mechanizacji do elektryfikacji produkcji. Jego zastosowanie na skalę masową wymagało bowiem stałych dostaw energii elektrycznej. Początki galwanizacji sięgają jednak znacznie dalej w przeszłość: po raz pierwszy zastosowano ją w 1837 r. do złocenia i srebrzenia biżuterii. Współodkrywca tej metody – Henri de Ruolz – nie zamierzał jednak na tym poprzestać. Słusznie sądził, że elektroliza jako technologia powlekania przedmiotów warstwą metalową stale związaną z podłożem ma znacznie większy potencjał wykorzystania. Nie udało mu się jednak tego udowodnić: jego eksperymenty z osadzaniem warstwy niklu z roztworu soli zakończyły się fiaskiem, głównie ze względu na nietrwałość uzyskanej powłoki. Sztuka ta udała się kilka lat później Johannowi Friedrichowi Böttgerowi, który na przełomie 1842 i 1843 r. wyodrębnił z siarczanu niklowo-amonowego powłokę niklową o bardzo dobrych parametrach fizycznych i wysokiej trwałości. Od tej pory przez cały XIX wiek proces niklowania był udoskonalany, ale prawdziwy przełom nastąpił dopiero na początku kolejnego stulecia, gdy O.P. Watts opatentował nowy elektrolit na bazie siarczanu niklowo-borowego, a jednocześnie dziesięciokrotnie zwiększył natężenie prądu stosowanego w procesie galwanizacji, dzięki czemu znacznie skrócił jego przebieg.
Od anody do katody
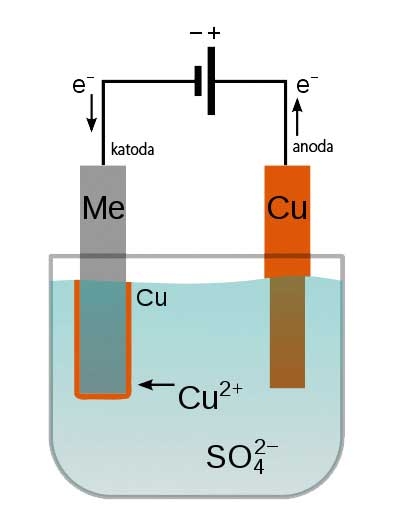
Aby zrozumieć, skąd wynika owa popularność, warto dokładnie przyjrzeć się samemu procesowi elektrolitycznego nanoszenia powłok metalowych na powierzchnie innych metali. Mimo że pojęciem „galwanizacja” określa się niekiedy także cynkowanie ogniowe oraz natryskiwanie termiczne, w wąskim znaczeniu obejmuje ono wyłącznie procesy powlekania w kąpieli galwanicznej, tj. w specjalnie do tego celu przystosowanych wannach z tworzywa sztucznego (np. PVC, PP, PE czy polifluorku winylu). Właściwa kąpiel powinna zostać poprzedzona odpowiednim przygotowaniem powierzchni, tj. oczyszczeniem jej z wszelkich zabrudzeń, odtłuszczeniem i usunięciem warstwy tlenków. Dlatego, zanim trafi do wanny, powlekany detal jest najpierw poddawany obróbce mechanicznej (np. śrutowaniu) i chemicznej (np. trawieniu). Tak przygotowany komponent zanurzany jest w elektrolicie, czyli wodnym roztworze związków chemicznych zawierającym jony metalu powłokowego oraz substancje organiczne i nieorganiczne mające wpływ na przewodność roztworu i jakość uzyskiwanej powłoki. Funkcję katalizatora reakcji chemicznej pełni tu prąd generowany przez prostownik galwaniczny i dostarczany przez zanurzone w wannie elektrody. Pod wpływem dostarczonego ładunku elektrycznego wokół elektrod powstaje pole elektrostatyczne, które powoduje przemieszczanie się jonów metalu powłokowego (zwykle anody) w kierunku metalu powlekanego (zwykle katody). W efekcie wyładowywania się jonów metalu na powierzchni detalu powstają zarodki krystalizacji, które w kolejnej fazie rozrastają się, formując trwałą powłokę.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}