




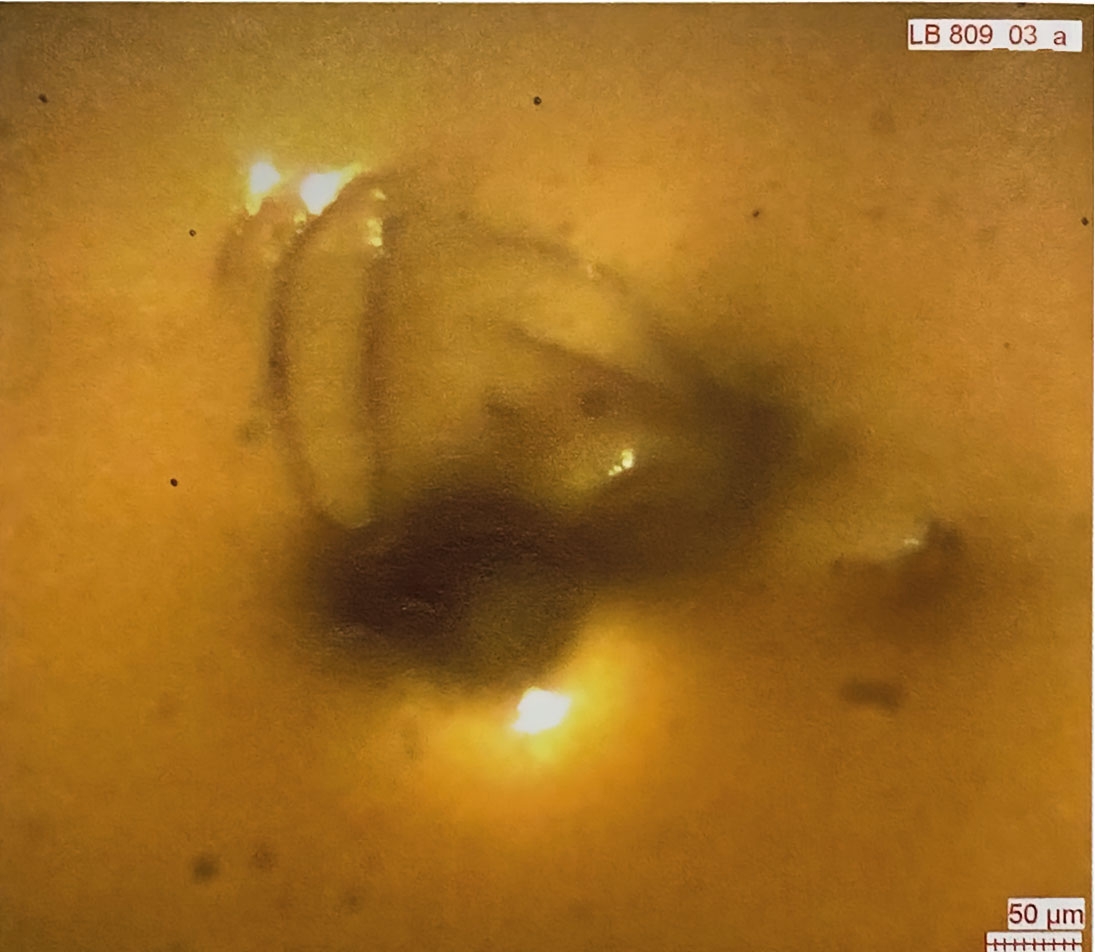
Za pomocą analizy sitowej personel laboratorium zbadał powłokę proszkową pod kątem występowania ciał obcych i odkrył włókno
Przypadki uszkodzeń powłok i ich przyczyny: jak lakiernicy unikają błędów podczas aplikacji
Spośród ponad 1150 przypadków uszkodzeń powłok przeanalizowanych przez dr. Thomasa Herrmanna wraz ze specjalistami z jego laboratorium, 10% z nich wynikało z nieprawidłowego nałożenia farby ciekłej lub proszkowej. Przyczyny uszkodzeń, które w sposób obiektywny określono za pomocą szerokiej gamy metod pomiarowych i analitycznych, zostały skategoryzowane i przypisane do dziewięciu obszarów z zakresu technologii powlekania (patrz tabela). Przyczyny błędów będą analizowane i przedstawiane w kilkuczęściowym cyklu artykułów w czasopiśmie „BESSER LACKIEREN”.
Farby strukturalne
Uszkodzenia powłoki powstają często przy nakładaniu farb strukturalnych o niewystarczającej grubości warstwy. Nie można wtedy uzyskać pełnego pokrycia w zagłębieniach reliefowych. Powierzchnia podłoża jest w tych miejscach częściowo odsłonięta i jest podatna na korozję. − W zależności od grubości warstwy może również wystąpić zupełnie odmienny wygląd pomalowanych powierzchni, co sprawia, że trudno wtedy uniknąć reklamacji − mówi dr Herrmann, opisując problematyczny obszar.
Wpływ grubości warstw
Niezgodność z zalecanymi grubościami warstw należy uznać za bardzo niekorzystną w odniesieniu do innych aspektów. Biorąc pod uwagę nieuniknione wahania wynikające z procesu powlekania, zwłaszcza w przypadku aplikacji ręcznej, grubość warstwy między 70–100 μm jest w wielu przypadkach dobrą wartością orientacyjną. Należy zawsze brać pod uwagę informacje dostarczone przez producenta farby. Jeżeli grubość warstwy spadnie poniżej minimum 60 µm, efekt antykorozyjny jest niekiedy znacznie osłabiony, natomiast przekroczenie wskazanej powyżej wartości zwykle negatywnie wpływa na wytrzymałość mechaniczną utwardzonej warstwy farby.
Prawidłowa obróbka metalicznych farb proszkowych
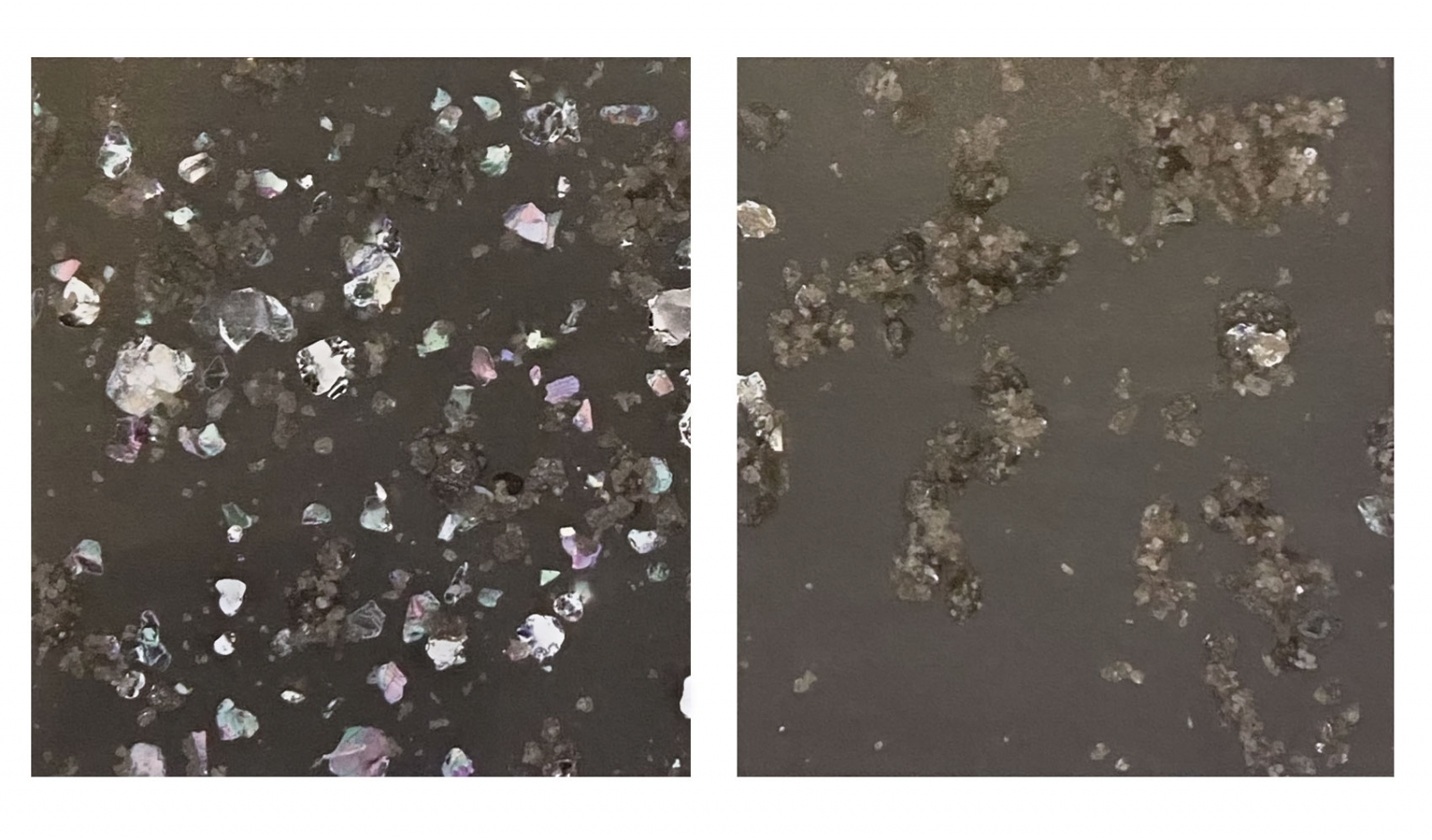
− Obróbka metalicznych farb proszkowych również okazała się problematyczna, zwłaszcza w trybie automatycznym w przypadku malowania wielkopowierzchniowych elementów elewacji − wyjaśnia dr Herrmann. − Zastosowane pigmenty metaliczne są dobrze przewodzącymi elektrycznie cząstkami w otoczeniu żywicy izolacyjnej farby proszkowej i tym samym bardzo wrażliwe w odniesieniu do procesu aplikacji elektrostatycznej. W zależności od rodzaju i obróbki samych pigmentów metalicznych (bondowanie lub mieszanie na sucho) oraz parametrów urządzeń i parametrów aplikacji, takich jak odległość natrysku, sprężone powietrze i wysokie wartości napięcia czy ustawienie urządzenia podnoszącego, mogą tworzyć się zmętnienia i smugi.
– Jednak wciąż można zaobserwować, że jakość procesu bondowania czasami jest niewystarczająca, na przykład z powodu użycia zbyt dużych ilości surowców w naczyniu reakcyjnym – mówi dr Herrmann. – Wtedy zwykle pozostają jeszcze oddzielone lub niecałkowicie spieczone pigmenty metaliczne, co z kolei może prowadzić do problemów z ładowaniem.
Zdaniem eksperta tzw. odcienie z palety DB często okazują się trudne do równomiernego nałożenia. W szczególności niekorzystna dawka odzyskanej i świeżej farby może skutkować znacznymi wahaniami w metalicznym wyglądzie utwardzonej warstwy farby. W niektórych przypadkach te nieprawidłowości efektu są widoczne dopiero po zamontowaniu elementów elewacji i demontażu rusztowania. Wówczas reklamacje na usługi malowania są bardzo drogie i często prowadzą do sporów prawnych. Pogorszenie jakości mogą również spowodować wahania grubości warstwy wskutek nierównomiernego rozrzedzenia lub niedostatecznego nakładania mokrego materiału lakierniczego podczas natryskiwania sprężonym powietrzem, zwłaszcza w przypadku podkładów antykorozyjnych zawierających pył cynkowy.
Ponadto niewystarczające grubości warstw w przypadku elektrostatycznej aplikacji farby w trudno dostępnych miejscach (klatka Faradya) oraz przenoszenie farby przy częstych zmianach koloru z powodu niedostatecznego oczyszczenia urządzenia aplikującego, mogą być przyczyną reklamacji jakościowych.













{kind=link}
{kind=link}
{kind=link}