




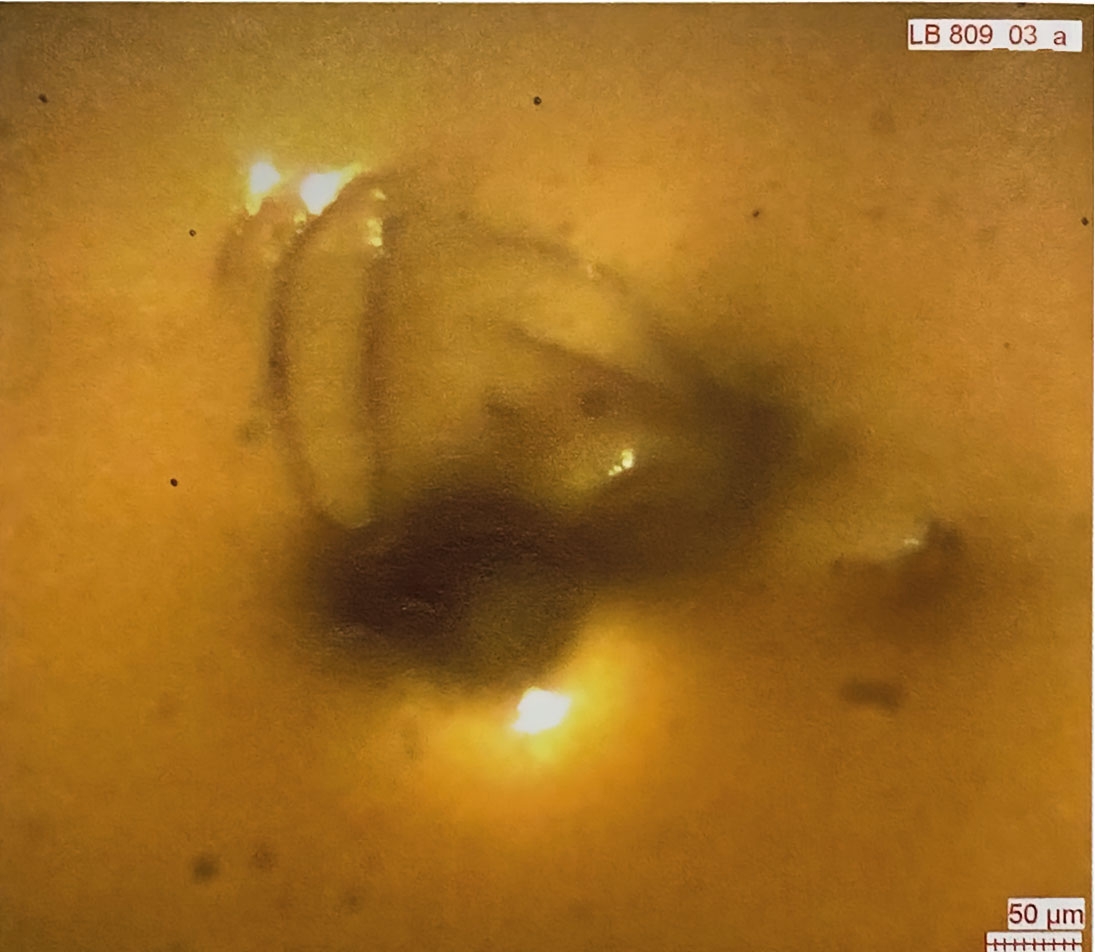
Za pomocą analizy sitowej personel laboratorium zbadał powłokę proszkową pod kątem występowania ciał obcych i odkrył włókno
Przyczyny wahań w grubości powłok
W przypadku procesów nakładania elektrostatycznego zawsze ważne jest, aby malowane elementy były odpowiednio uziemione. Często okazuje się, że na wielokrotnie używanych hakach transportowych znajdują się już w znacznej ilości izolujące elektrycznie osady farby z poprzednich prac lakierniczych. Przepływ prądu jest wtedy blokowany. Konsekwencją są poważne wahania grubości powłok i nieregularności w wyglądzie utwardzonej warstwy farby.
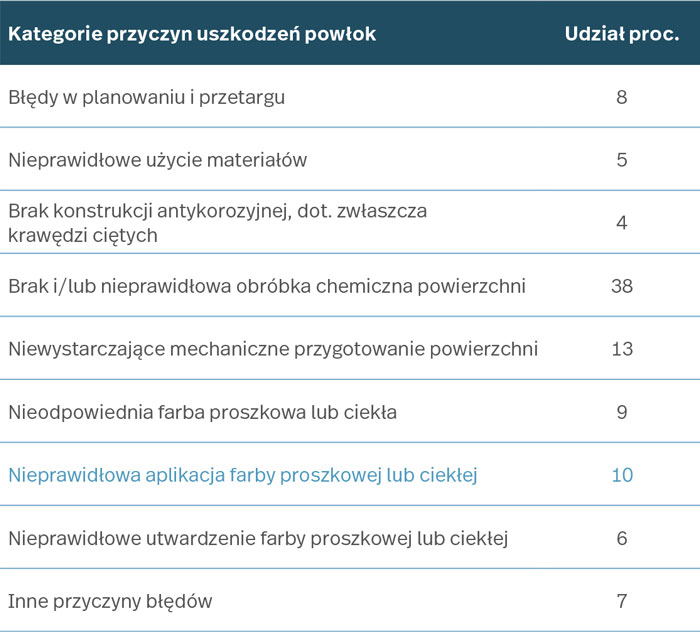
Tabela ilustruje analizę ponad 1150 przypadków uszkodzeń i grupuje przyczyny błędów. Wiersz oznaczony kolorem niebieskim wskazuje na temat poruszany w artykule
Przestrzeganie parametrów malowania
– Kolejne źródło błędu pojawia się w samej technologii aplikacji – wyjaśnia dr Herrmann. – Urządzenia natryskowe i wszystkie urządzenia peryferyjne muszą być regularnie sprawdzane i serwisowane, a części zużywające się, takie jak rurki PTFE w aplikacji tribo, muszą być wymieniane w odpowiednim czasie. Nieprawidłowe ustawienie parametrów malowania może prowadzić do znacznego uszkodzenia powłoki lakierniczej. Na przykład zbyt duże wartości napięcia podczas elektrostatycznego przemalowywania proszkowego często powodują tak zwane przebicia powłoki aż do powierzchni podłoża, które często można później naprawić tylko w niewystarczającym stopniu lub wcale.
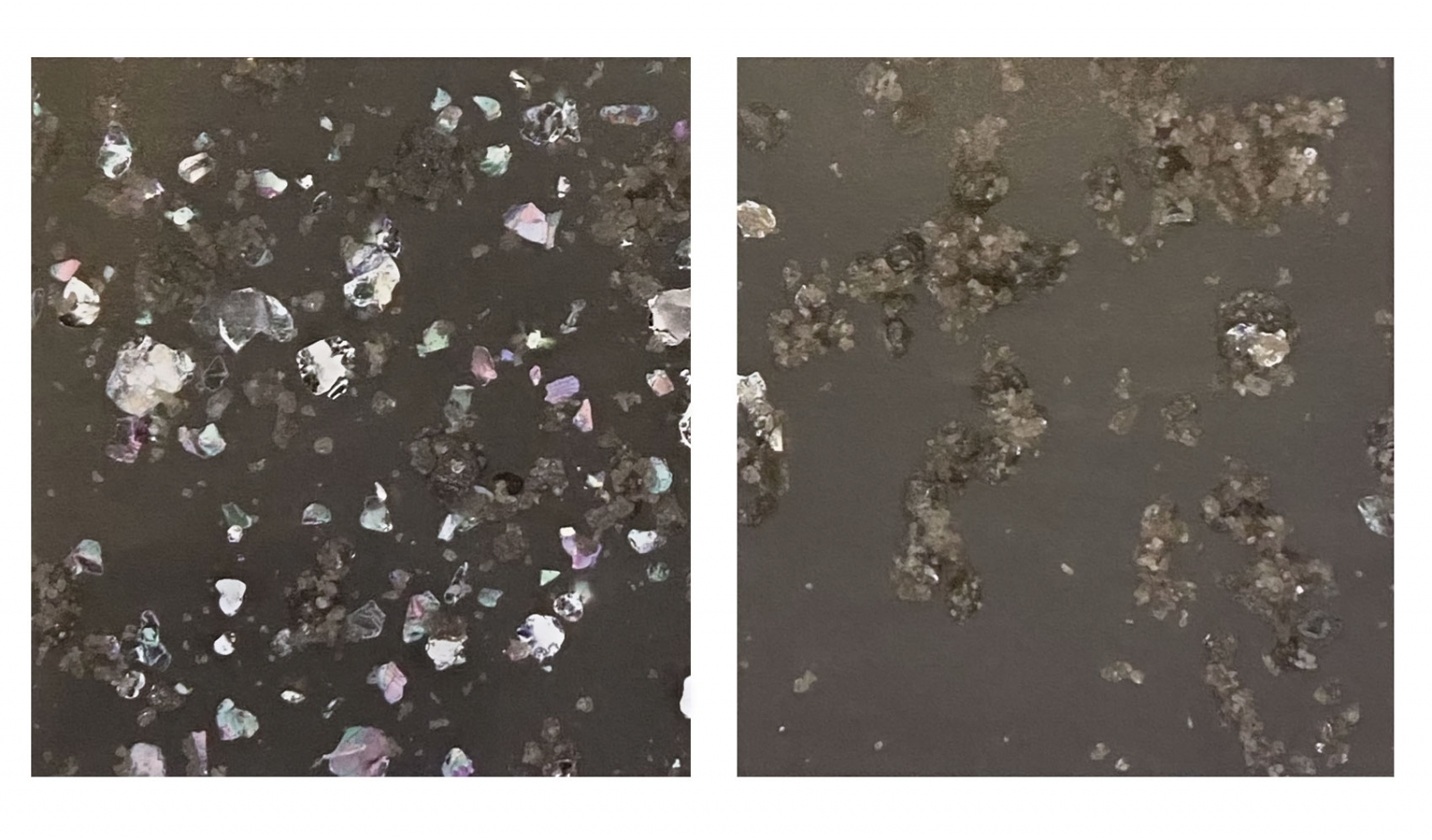
– Te zanieczyszczenia zwykle prowadzą do defektów powierzchni w powłoce proszkowej po usieciowaniu polimeru – mówi dr Herrmann. – W przeciwieństwie do malowania na mokro, malowanie proszkowe nie kompensuje nierówności podłoża, co uwarunkowane jest procesem ładowania elektrostatycznego. Wzniesienia na podłożu, na przykład spowodowane przez krople cynkowe lub zanieczyszczenia, okazują się działać jak „antenki” na uziemionej powierzchni podłoża, które w większym stopniu przyciągają elektryczne ładunki odbiciowe, przez co może tam dochodzić do gromadzenia się proszku. W ten sposób nasilają wady powierzchni i nie kompensują ich przez rozlewność warstwy farby w fazie ciekłej (stopiona farba proszkowa).
Zdaniem eksperta problematyczne są również tzw. tanie proszki, które często w kolorze zielonego mchu (RAL 6005) są stosowane do malowania ocynkowanych segmentów ogrodzenia panelowego jako elementów masowych.
– W tych farbach proszkowych udział spoiwa PE jest w niektórych przypadkach znacznie zmniejszony w recepturze ze względu na koszty i jest równoważony wagowo poprzez wyższą zawartość wypełniaczy – wyjaśnia dr Herrmann. – Te farby proszkowe mają wówczas zwykle gorsze właściwości elektrostatyczne. Prowadzi to do efektu ściekania farby na trawersach, zwłaszcza w piecu do utwardzania, a zatem może skutkować niedostateczną grubością powłoki.
Tłumaczenie z „Besser Lackieren” nr 6/2022













{kind=link}
{kind=link}
{kind=link}