




Złe, nieskuteczne przygotowanie powierzchni zanieczyszczonymi kąpielami.
Przebarwienia w postaci plam są oczywiście szczególnie widoczne na jasnych powłokach. Najczęściej można je obserwować w okolicach miejsc spawania, zazwyczaj w przypadku detali, gdzie po spawaniu powstają przestrzenie zamknięte. Powodowane jest to przez substancje konserwujące, oleje i tłuszcze wydostające się na powierzchnię pod wpływem temperatury koniecznej do właściwego utwardzenia powłoki. W wielu przypadkach substancje te są praktycznie nieusuwalne ze względu na zamknięcie dostępu. Jest to powszechny problem występujący w wielu malarniach, dlatego aż trudno uwierzyć, że konstruktorzy i technolodzy odpowiedzialni za właściwe zaprojektowanie i wykonanie produktu nie biorą tego pod uwagę.
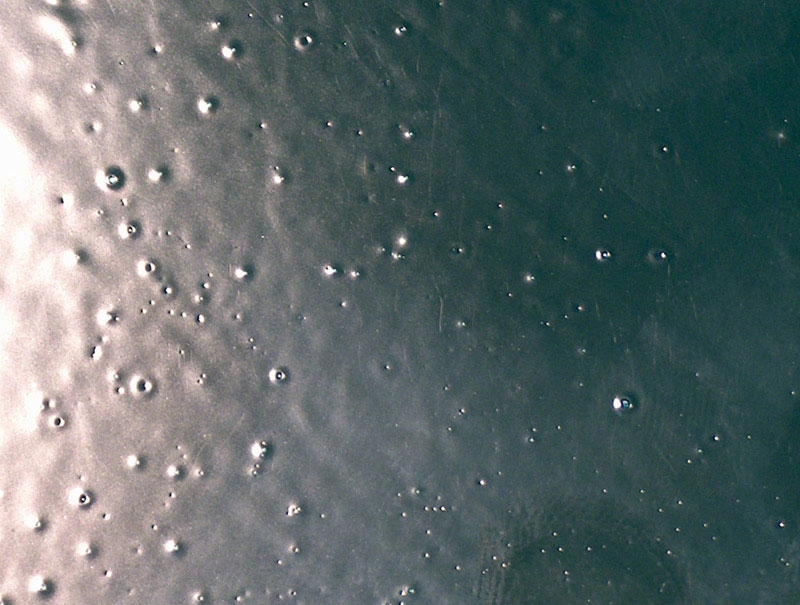
Obróbka strumieniowo-ścierna jest również powszechnie stosowana jako jedna z operacji przygotowania powierzchni przed malowaniem wszelkiego rodzaju odlewów. Jeżeli odlew został niedostatecznie odgazowany w procesie formowania, to ścierniwo zdejmując warstwę wierzchnią materiału otwiera pory, w których mogą być gazy uwięzione podczas stygnięcia odlewu. Podczas utwardzania napylonej farby proszkowej w podwyższonej temperaturze uwięzione gazy mogą wydostać się na zewnątrz i stać się przyczyną powstawania kraterów widocznych jako wada gotowej powłoki.
Wszelkiego rodzaju inne mechaniczne sposoby przygotowania powierzchni przed malowaniem mogą być także powodem powstawania wad powłoki malarskiej. Szczególnie dlatego, że są w stanie wprowadzać zanieczyszczenia w warstwę wierzchnią materiału. Dobrym tego przykładem jest szlifowanie spoin, krawędzi czy powierzchni za pomocą szlifierek kątowych. Używane do tych operacji tarcze ścierne są doskonałym nośnikiem zanieczyszczeń, przenoszonych pomiędzy obrabianymi powierzchniami. Czasem różnymi metalami lub stopami. Drobne cząstki pozostałe w warstwie wierzchniej materiału mogą być przyczyną pojawiania się widocznych defektów powłoki, jak również szybkiego rozwoju ognisk korozji.
Przygotowanie chemiczne
Niezależnie od tego, jaki rodzaj materiału poddajemy przygotowaniu chemicznemu, zawsze obowiązuje jedna ogólna zasada – po zakończonym procesie na elemencie poddawanym obróbce nie powinny pozostać żadne związki chemiczne niezwiązane z powierzchnią. Dlatego też po chemicznej ingerencji w powierzchnię operacje płukania i suszenia detalu mają podstawowe znaczenie dla uzyskanego efektu końcowego. O ile zalecane sposoby na odtłuszczanie i pasywację powierzchni przed malowaniem nie przewidują właściwego płukania, to taki proces nie jest kompletny. Tym bardziej że płukanie pozwala na przywrócenie powierzchni detalu stanu pH obojętnego, co ma decydujące znaczenie dla pojawiania się zmian korozyjnych i ich rozwoju pod powłokami podczas eksploatacji gotowego wyrobu.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}