



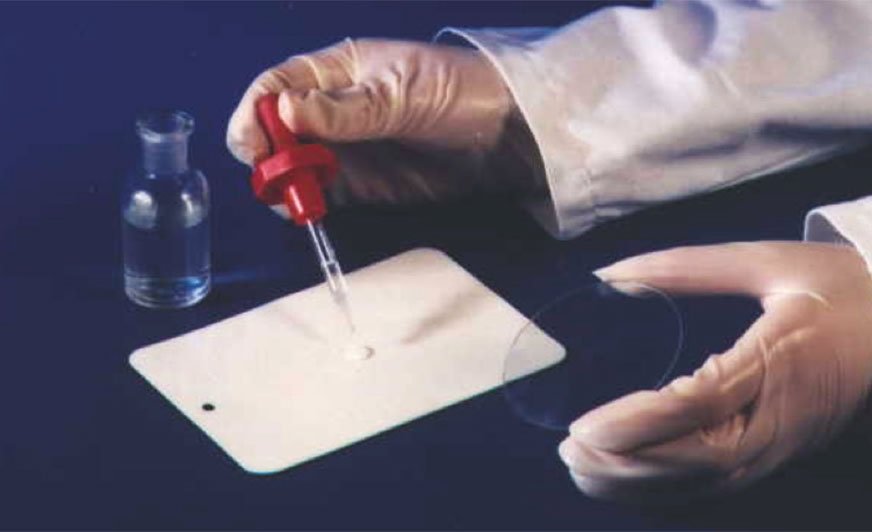
Test rozpuszczalnikowy – metoda kroplowa.
Polimeryzacja to reakcja, w wyniku której związek chemiczny o małej masie cząsteczkowej, zwany monomerem, lub mieszanina kilku takich związków, reagują same ze sobą, aż do wyczerpania wolnych grup funkcyjnych. W wyniku tego powstają cząsteczki o wielokrotnie większej masie cząsteczkowej od substratów, tworząc polimer. Właściwości fizykochemiczne polimeru znacząco różnią się od budujących go mniejszych cząsteczek.
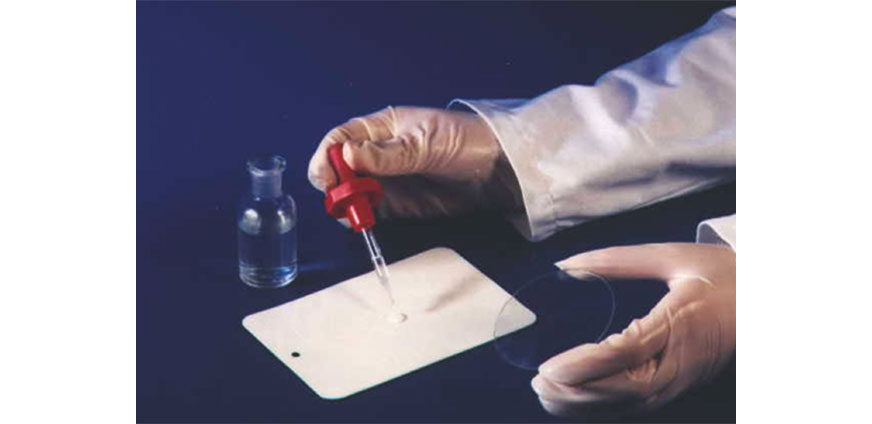
Test rozpuszczalnikowy – metoda kroplowa.
Kontrola polimeryzacji metodami mechanicznymi
Wśród licznych niszczących metod mechanicznych najbardziej popularna jest metoda siatki nacięć (norma ISO 2409). Jest to de facto metoda sprawdzająca przyczepność do podłoża, ale powłoki słabo spolimeryzowane charakteryzują się kruchością, którą łatwo zaobserwować w trakcie wykonywania testu. Poza tym można bez trudu wykonać ten test na detalach o różnej wielkości, grubości i kształcie, nie ma tu żadnych ograniczeń.
Podobnie jak metody rozpuszczalnikowe metody mechaniczne są dość subiektywne i bardzo mocno na wynik rzutuje indywidualizm osoby wykonującej test.
 Test gięcia – powłoka niespolimeryzowana.
Test gięcia – powłoka niespolimeryzowana.
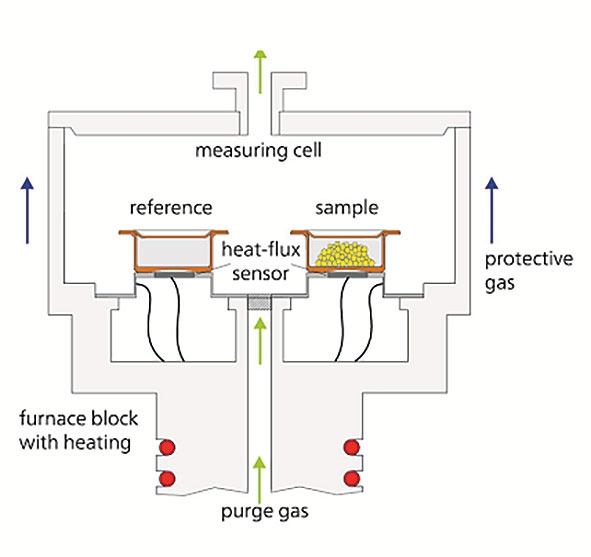
Kontrola polimeryzacji przy pomocy badania rozkładu temperatur w piecu
Nie ukrywam, jest to moja ulubiona metoda kontroli procesu polimeryzacji. Po pierwsze, pozwala nie tylko określić, czy powłoka jest w pełni spolimeryzowana, ale dostarcza bardzo wielu cennych informacji o przebiegu tego procesu. Prawidłowo wykonany pomiar na reprezentatywnym, odpowiednio umieszczonym elemencie w wypełnionym piecu, pozwala na rzetelne przeanalizowanie, krok po kroku, jak zachodziła reakcja utwardzania powłoki.
Najważniejsze informacje, jakie możemy odczytać z wykresu, znajdują się w dwóch obszarach.
Pierwszy, na początku wykresu, pokazuje dynamikę grzania/narastanie temperatury w funkcji czasu przed osiągnięciem warunków polimeryzacji. Jest to istotna informacja pozwalająca ocenić sprawność grzania pieca i przekazywania energii cieplnej na detale. Regulacja przebiegu procesu polimeryzacji w tym obszarze pozwala również na wpływanie na odgazowanie z podłoża i tworzącej się powłoki oraz na rozlewność. Dodatkowo – prędkość narastania temperatury wpływa na zwilżalność powierzchni malowanej, co ma wpływ na odporność korozyjną systemu malarskiego.
Drugi obszar to górna, pozioma część wykresu, obejmująca właściwy zakres polimeryzacji farby w obrębie okna wypału (curing window). Jest on dobrze widoczny, ponieważ znajdują się tam poziome linie określające liniową zależność temperatury od czasu (dane te wprowadza osoba przygotowująca raport). Analizując dane z tego obszaru, możemy stwierdzić, czy znajdujemy się w obrębie wymaganych warunków polimeryzacji, co zapewnia pełne usieciowanie/utwardzenie powłoki.
W tabeli analitycznej, w zależności od oprogramowania, można odczytać takie informacje, jak maksymalne temperatury osiągnięte w poszczególnych miejscach badanego elementu (istotne do regulacji pieca i optymalizacji procesu), przeanalizować wyniki pomiarów versus zadane okno wypału farby (analiza zależności liniowych) oraz zweryfikować skuteczność sieciowania opisanego indeksem polimeryzacji (curing index).
Curing index to wartość wyznaczona algorytmem obliczeniowym – całkowanie pola pod wykresem rozkładu temperatur w granicach polimeryzacji, czyli w obrębie okna wypału farby. Z reguły przyjmuje się, że optymalne są wartości indeksu w granicach od 150 do 250 jednostek.













{kind=link}
{kind=link}
{kind=link}