




Rys. 1. Oświetlenie ONDARIA firmy Zumtobel (www.zumtobel.com), pomalowane farbą proszkową FreiLacke PP6001DF2004.
Ze względu na wyznaczone właściwości jako spoiwo został wybrany poliester. Ze względu na brak konkretnych wytycznych co do stopnia połysku powłoki zdecydowano się na zastosowanie farb typu „Dry-Blend” (sucha mieszanina).
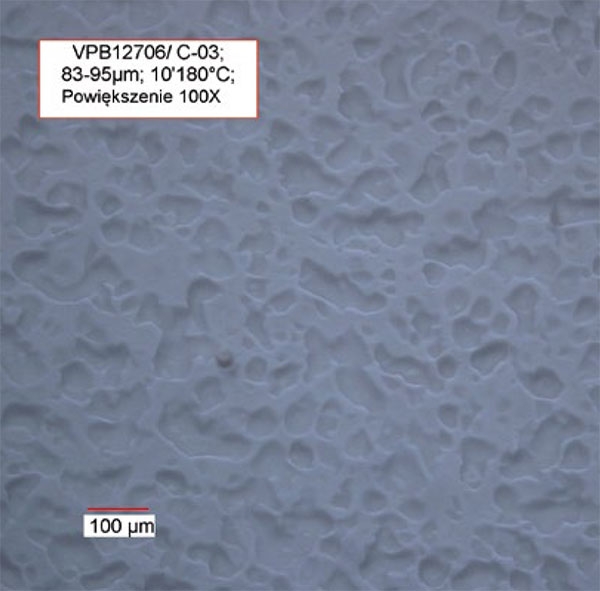
Farby proszkowe typu „Dry-Blend” składają się z dwóch oddzielnie wyprodukowanych farb proszkowych, które utwardzają się w postaci mieszaniny i nie są poddawane ponownemu procesowi ekstrukcji. Po aplikacji farby proszkowej na przedmiot obrabiany, jest on wypalany w piecu przy temp. 180°C w czasie 10 min. Podczas procesu wypalania dwie farby proszkowe stapiają się i zaczynają reagować z komponentami utwardzacza. Reaktywność obydwu proszków jest różna, dzięki czemu tworzy się przy powierzchni mikrostruktura (patrz rys. 2), która odbija światło w sposób rozproszony. Proces ten służy do uzyskiwania matowej powierzchni.
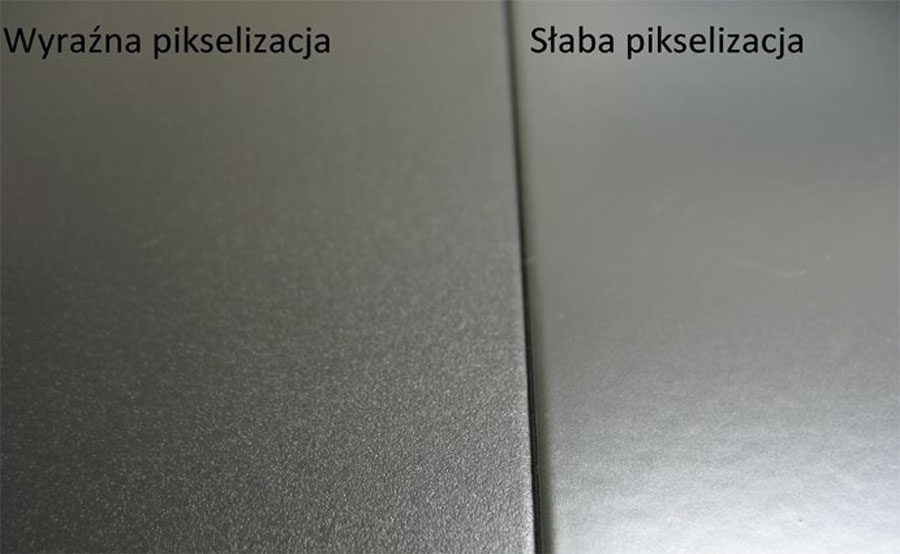
Dla lepszego zobrazowania przedstawiono na przykładzie koloru RAL 9005 mocną oraz niewielką pikselizację. Zjawisko to jest najlepiej dostrzegalne na ciemnych kolorach.
W wyniku wielu prób ustalono kombinację spoiw w poszczególnych farbach, dzięki której efekt pikselizacji został całkowicie wyeliminowany, a uzyskana powierzchnia jest w pełni homogeniczna.
Kolejnym wyzwaniem postawionym przez producentów oświetlenia była bardzo dobra rozlewność farb typu „Dry-Blend”. Na ten parametr duży wpływ ma lepkość farby proszkowej podczas procesu topnienia. Im niższa lepkość (płynniejsza), tym lepsza jest rozlewność. Jednak przy zbyt niskiej lepkości farba proszkowa zaczyna ściekać z przedmiotu obrabianego i tworzy krople na krawędziach i w narożnikach.
W związku z faktem, iż kluczową rolę odgrywały właściwości współczynnika odbicia światła farby proszkowej, należało zdefiniować właściwą metodę pomiarową. Do oceny właściwości farb proszkowych wybrano rozproszony współczynnik odbicia (ρdif), który uwzględnia całkowity odbijający się od powierzchni strumień światła. Pomiar następuje według normy DIN 5036-3 za pomocą kuli Ulbrichta, według źródła światła o niezmiennym strumieniu światła przy 25°C i skalibrowanym standardzie współczynnika odbicia światła.
Zdefiniowano dwie różne jakości farby proszkowej. Standardowa jakość farb proszkowych o zoptymalizowanym współczynniku odbicia światła wyróżnia się bardzo dobrymi właściwościami odbijającymi światło i wysokimi parametrami optycznymi, przy bardzo dobrym stosunku cenowo/jakościowym. Rozlewność jest doskonała, a zjawisko pikselizacji zredukowano do minimum. Dopiero wnikliwa analiza pozwala stwierdzić, że chodzi o farbę typu „Dry-Blend”. Ponadto, farba wykazuje bardzo dobre właściwości aplikacyjne, nawet na elementach o skomplikowanej geometrii.
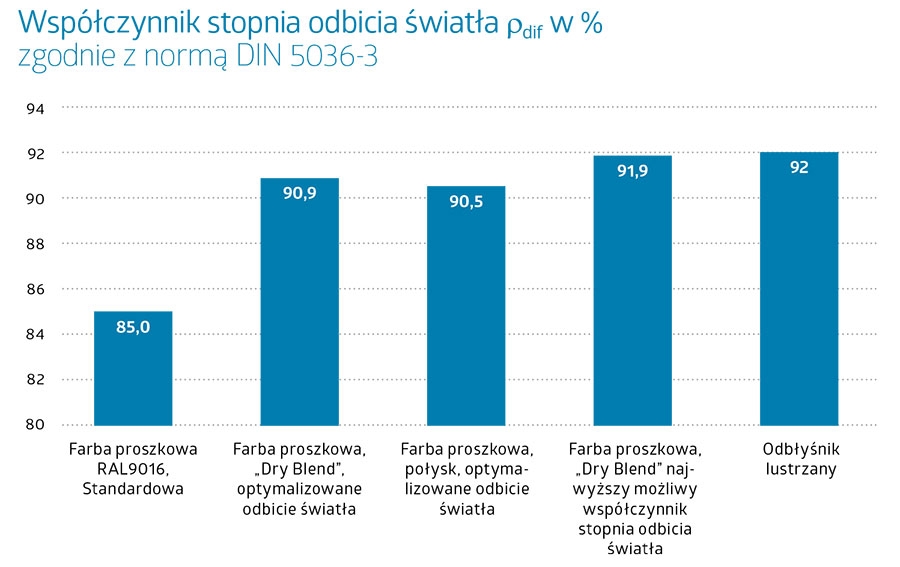
Aby uzyskać możliwie jak najwyższą wartość odbicia światła, zdefiniowano drugą jakość farby proszkowej, do wytworzenia której zastosowano specjalne spoiwa. Ten wariant farby spełnia wysokie parametry optyczne i wykazuje bardzo dobre właściwości aplikacyjne. Ze względu na wysoką cenę użytych komponentów, podwyższeniu ulega także cena farby. Na rysunku nr 4 przedstawiono różnicę stopnia współczynnika odbicia światła (ρdif) różnych farb proszkowych w stosunku do parametrów odbicia światła reflektora lustrzanego, powszechnie stosowanego w przemyśle oświetleniowym.
Obszar użytkowania farb proszkowych o zoptymalizowanym wskaźniku odbicia świtała dotyczy szczególnie oświetlenia, które musi wykazać wysoki stopień skuteczności strumienia świetlnego. Inne możliwe zakresy zastosowania farb o zoptymalizowanym wskaźniku odbicia światła to elementy wypełnień systemów stropowych oraz elementy systemów ścian działowych. Zastosowanie farb o zoptymalizowanym wskaźniku odbicia światła umożliwia uzyskanie wyższego stopnia doświetlenia pomieszczenia lub zredukowanie ilości punktów świetlnych przy jednoczesnym zachowaniu niepogorszonego natężenia światła.
W przyszłości FreiLacke udostępni nie tylko farby proszkowe typu „Dry-Blend” o niskim stopniu połysku, ponieważ wyniki przeprowadzonych badań można zastosować także do stworzenia farb proszkowych o wysokim połysku posiadających ulepszone parametry odbicia światła. Ograniczeniem przy tworzeniu farb o zoptymalizowanym współczynniku odbicia światła jest konieczność zastosowania koloru białego. Inne kolory bowiem absorbują określony zakres długości fal światła.
Kamil Koj, specjalista ds. aplikacji
TROPS Coatings sp. z o.o.













{kind=link}
{kind=link}
{kind=link}