




Należy więc pamiętać, aby magazyn farb lub miejsce ich składowania było suche, ze stałą temperaturą magazynowania. Należy unikać zmiennych warunków magazynowania, np. na zewnątrz, gdzie w okresie jesiennym lub zimowym temperatura w nocy jest ujemna, a w dzień dodatnia.
Schemat utwardzania (Curing Schedule/at Object Temperature)
Potoczne określenie to „okno wypału” („curing window”) farby proszkowej.
„Okno wypału” to nic innego, jak zestaw parametrów polimeryzacji określonych przez temperaturę w funkcji czasu.
Przykładowe temperatury w „curing window” dla farb proszkowych:

Utrzymanie właściwej temperatury i czasu wygrzewania jest najistotniejszym parametrem wpływającym na przyszłe właściwości fizykochemiczne oraz trwałość powłoki. Czas wygrzewania w zadanej temperaturze jest ściśle określony w karcie danych technicznych.

Podane mogą być maksymalne temperatury lub piki temperaturowe, których nie należy przekraczać m.in. z powodu utraty adhezji międzypowłokowej (dla systemów dwu– i trzywarstwowych).
Prawidłowa polimeryzacja jest jednym z najważniejszych etapów procesu malowania farbami proszkowymi, dlatego zaleca się regularne kontrolowanie krzywej pieca. W niektórych przypadkach raz na tydzień lub nawet codziennie. Prawidłowe przeprowadzenie procesu polimeryzacji jest gwarantem uzyskania trwałych, jednorodnych i estetycznych przez wiele lat powłok malarskich.
Testy mechaniczne (Mechanical Tests)
Szczegółowe wyspecyfikowane parametry farby, które zostały potwierdzone badaniami laboratoryjnymi.Elastyczność farby (Flexibility) opisuje zdolność materiału do zmiany kształtu pod wpływem mechanicznego odkształcenia bez utraty jakości.
To, czy powłoka spełnia wymagania elastyczności, zależy od wielu czynników: stopnia usieciowania, poziomu pigmentacji, grubości powłoki i przyczepności do podłoża.
To samo dotyczy pozostałych podstawowych testów:
- Tłoczność (Erichsen Cupping).
- Udarność (Impact resistance (Direct/Reverse)).
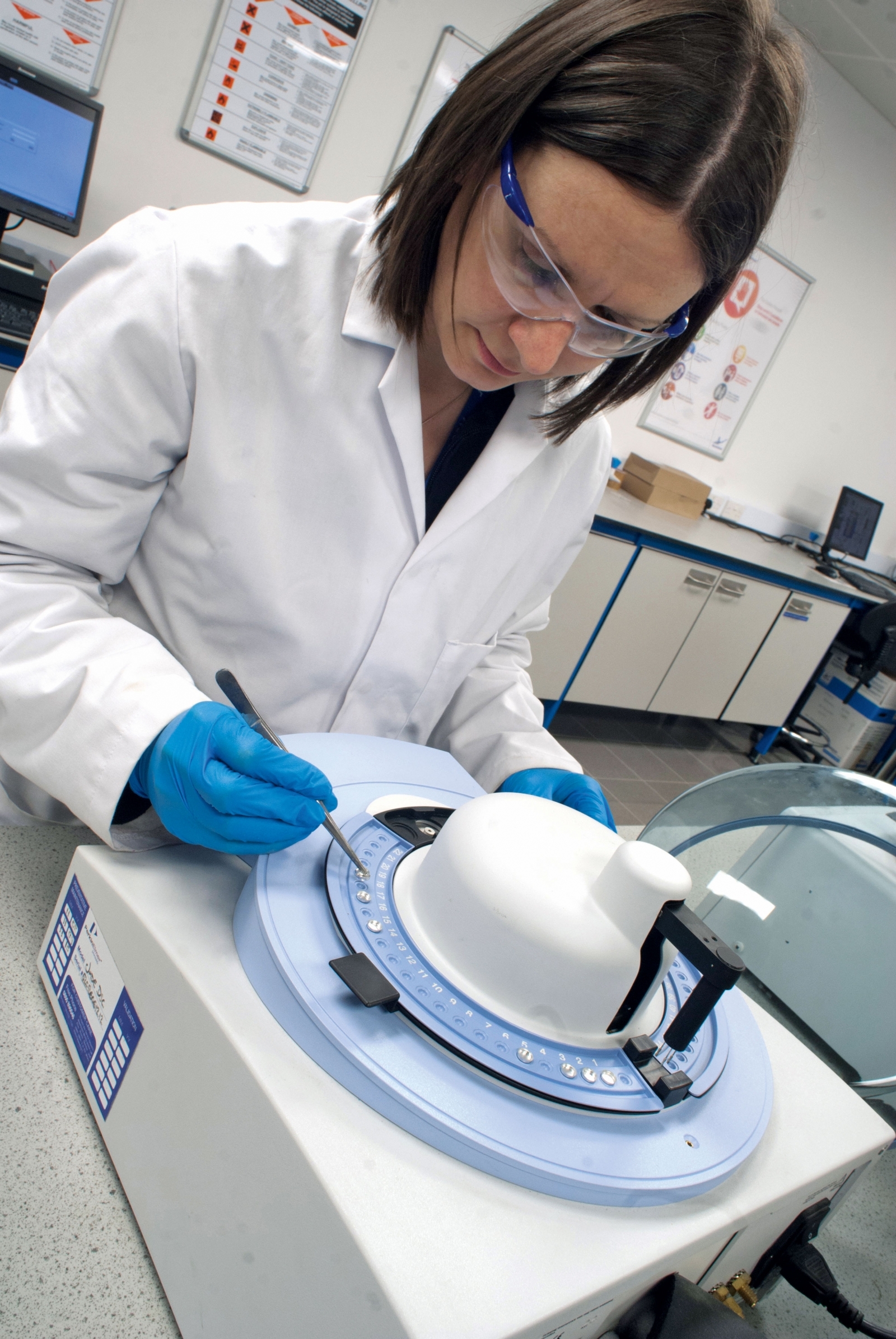
- Twardość powłoki wg Buchholtza vs. ołówkowy (Hardness).
Najprościej mówiąc, twardość jest określana na podstawie odczytu wielkości śladu zostawionego na powłoce przez stalowy krążek obciążony ciężarkiem w [g] przez określony czas [s]. Odczyt jest przeprowadzany za pomocą mikroskopu (20×). Długość pozostawionego śladu jest odwrotnie proporcjonalna do twardości badanej powłoki. Na wyposażeniu jest również latarka i płytka do pozycjonowania krążka i mikroskopu.
- Zginanie – test wytrzymałości na zginanie, w którym próbki poddawane są zginaniu na sworzniach cylindrycznych. Wynik takiego testu pozwala ocenić odporność produktu na spękanie lub odwarstwienie od podłoża w trakcie odkształcenia.
- Przyczepność powłoki (Adhesion).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}