




Temperatura polimeryzacji
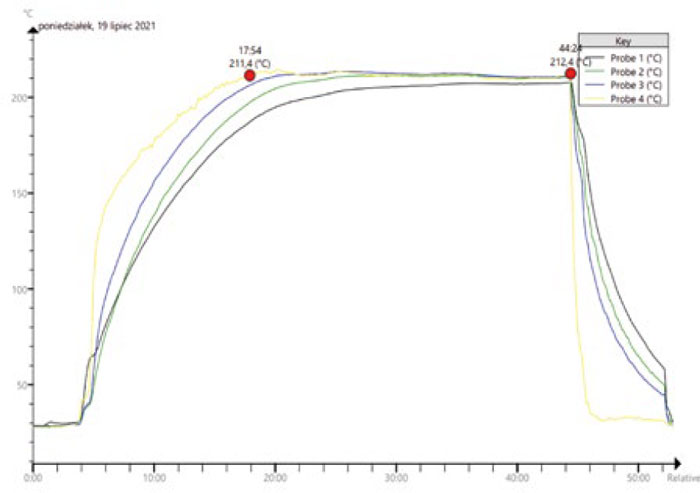
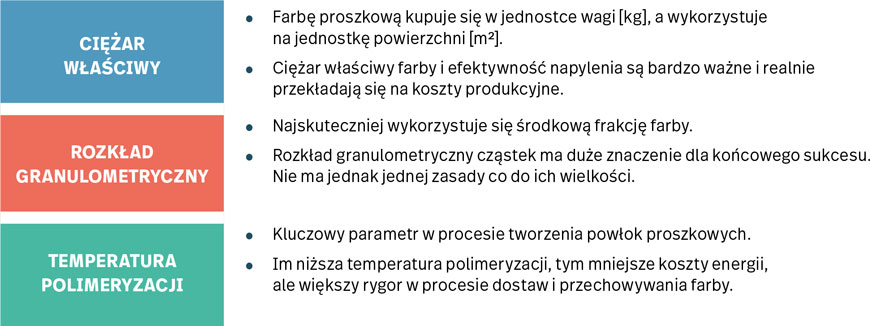
Temperatura wypalania farby proszkowej zależy od użytych komponentów. Informacja ta zawarta jest na opakowaniu, w którym dystrybuowana jest farba oraz karcie technicznej produktu. Temperatura oraz czas przebywania elementu w piecu są niezwykle ważne, ponieważ dzięki dostarczonej energii zachodzi reakcja polimeryzacji pomiędzy żywicą a utwardzaczem, czasem pomiędzy dwoma żywicami użytymi w produkcie i stanowi o tym, czy powłoka zdobędzie swoje właściwości. Należy pamiętać, że czas określony przez producenta to czas liczony od momentu osiągnięcia danej temperatury przez cały element, który jest pokryty farbą proszkową. W celu sprawdzenia poprawności tego procesu wykorzystuje się termograf. Wykres 3 prezentuje wydruk z takiego właśnie urządzenia. Nastawy na piecu 210°C. Widzimy na wykresie cztery linie. Kolejno: żółtą – czujnik mierzący temperaturę powietrza, niebieską – czujnik mierzący górną część detalu, zieloną – czujnik mierzący środek detalu i czarną – czujnik mierzący dół detalu. Na wykresie można zauważyć, że powietrze uzyskuje najszybciej zadaną temperaturę w 17:54 minucie, wynosi ona 211,4°C. W tym samym czasie dół elementu osiąga dopiero 180°C. Bardzo ważne zatem jest, aby badać temperaturę detalu, a nie powietrza, szczególnie jeśli malujemy duże stalowe komponenty.
Temperatura wypalania jest kluczowa dla parametrów powłoki, jednak ekonomicznie rzecz biorąc są to ogromne koszty. Lakiernia proszkowa musi, oprócz jakości wyrobu, uwzględniać także koszty jego wytworzenia. Na rynku można spotkać farby tzw. niskotemperaturowe. Koszty ogrzewania pieca w przypadku stosowania takich farb są niższe, jednakże musimy przewidzieć sytuację, że te produkty będą miały prawdopodobnie niższy punkt zeszklenia żywicy (Tg), a w konsekwencji trudniej będzie je transportować i przechowywać. Farba taka może także osadzać się w wężach aplikacyjnych w porach letnich. Tematem dyskusyjnym będzie również ich odporność na warunki zewnętrzne.
Podsumowanie
Małgorzata Adamowicz*












