




Podstawowym kryterium przydatności ścierniwa żużlowego w wymienionych operacjach obróbki strumieniowo-ściernej zapewniających uzyskanie żądanej jakości obrobionej powierzchni jest wydajność obróbki oraz zużycie ścierniwa. Dane zamieszczone w tab. 6 wskazują, że na wydajność oczyszczania powierzchni i zużycie ścierniwa zasadniczy wpływ ma stopień skorodowania powierzchni oczyszczanych blach.
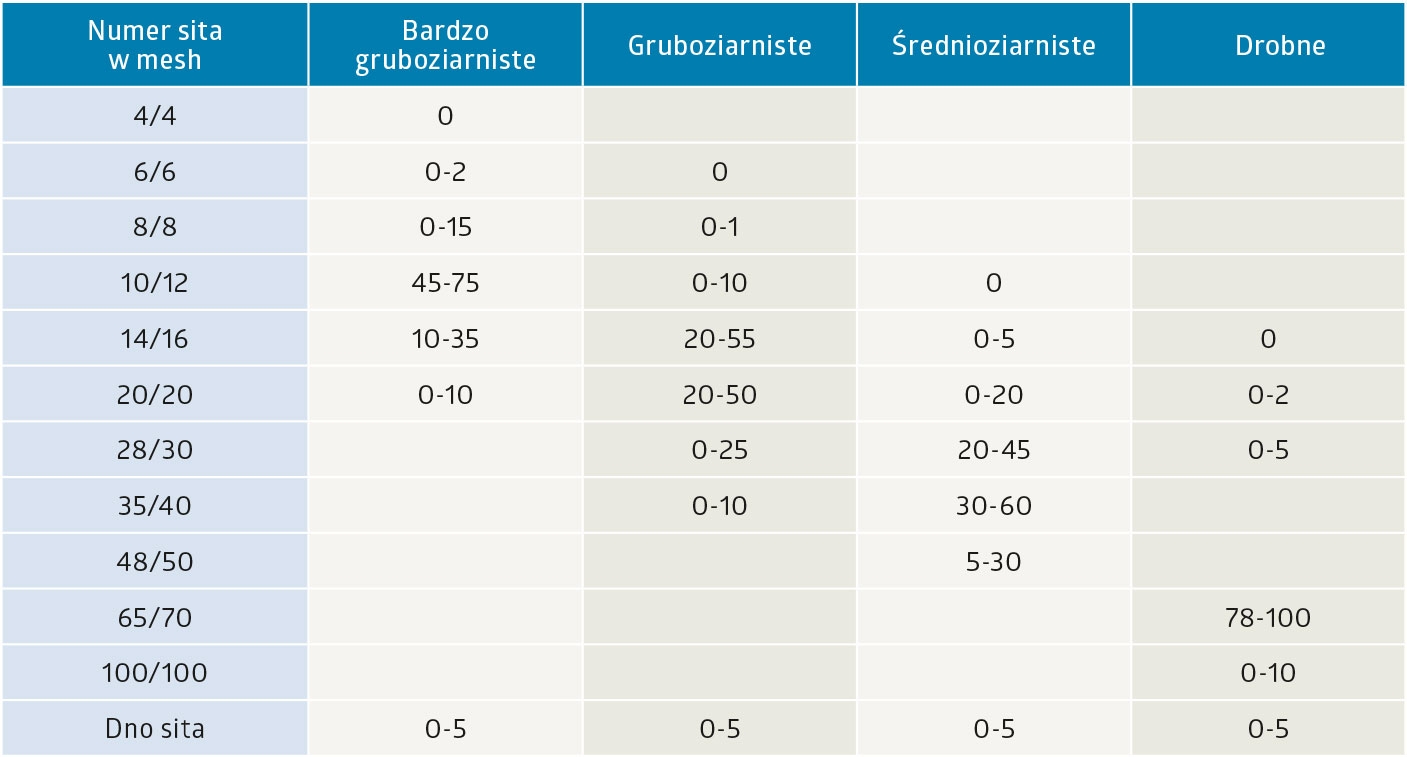
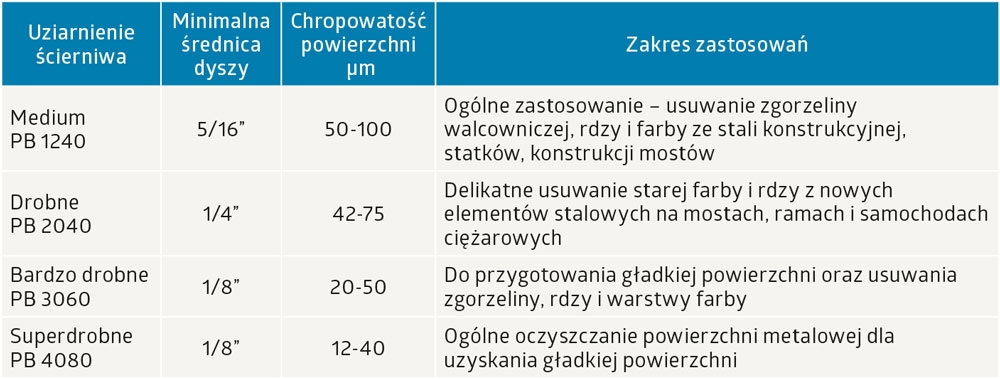
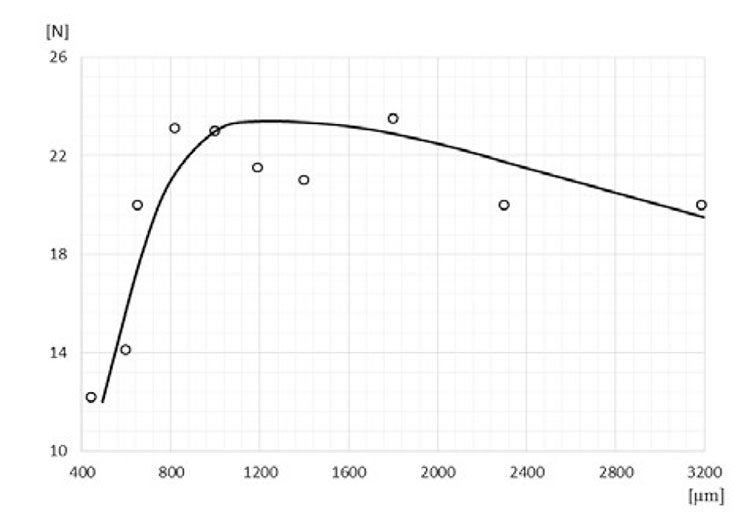
Duży wpływ na zakres użytkowania oraz wydajność obróbki i chropowatość obrobionej powierzchni ma uziarnienie zastosowanego ścierniwa żużlowego (tab. 7). Podobne efekty obróbki uzyskuje się podczas stosowania żużla poplatynowego, którego ścierniwo o uziarnieniu 0,5-2,5 mm pozwala uzyskać powierzchnię obrobioną o profilu 110-140 µm, ścierniwo o uziarnieniu 0,2-1,4 mm profil 70-110 µm, zaś ścierniwo 0,1-1,0 mm profil 50-75 µm [30]. Główny zakres zalecanego stosowania ścierniwa PS Ball żużla wielkopiecowego dotyczy oczyszczania powierzchni blach okrętowych [16].
Zakończenie
Wykorzystanie jako ścierniwa w obróbce strumieniowo-ściernej żużli powstających jako produkty uboczne podczas procesów metalurgicznych oraz spalania węgla w energetyce ma swoje ekonomiczne i ekologiczne uzasadnienie. Szczególnego znaczenia nabierają prace nad procesami granulacji na sucho. Poprawę efektywności stosowania ścierniw żużlowych można uzyskać stosując zamiast żużli granulowanych ścierniwa uzyskane w procesie rozdrabniania kęsów swobodnie zestalającego się ciekłego żużla.
Dr hab. inż. Kazimierz Woźniak
MARBAD Sp. z o.o. w Warszawie
W artykule zachowano ciągłość numeracji rysunków i literatury z częścią I artykułu opublikowanego w „Lakiernictwie Przemysłowym” nr 5/2017.
Literatura
19. Materiały techniczne Zakładu Materiałów Ściernych w Głogowie (Polska), www.polgrit.com.pl
20. Materiały techniczne firmy Middle East Cooper Company (IRAN GRIT), www.irangrit.com
21. Materiały techniczne firmy SFEG (Wielka Brytania) www.sfeg.co.uk
22. Materiały techniczne firmy Ensio Resources, Inc. (USA), www.ensioresources.com
23. Materiały techniczne firmy Harsco Minerals (USA), www.blackbeautyabrasives.com
24. Ozbayoglu G., Atamon N.: Evaluation of turkish industrial wastes as blasting abrasives. Physicichemical Problems of Mineral Processing, 2006, 40, s. 117-124.
25. National Slag Association (NSA) (2005), Steel Slag, availabe at www.nationalslagassoc.org/PDF_files/ssPremAgg
26. Materiały techniczne firmy Dinar Trading (ZER), www.dinartrading/ze.com
27. Materiały techniczne firmy Target Products Ltd (USA) , www.targetproducts.com
28. Materiały techniczne firmy AFRIGRIT (RPA), www.afrigrit.co.za
29. Nimla P., Kauppi M.: Production, characteristics and use of ferrochromium slag. Inter. Conf. INFACON XI India, February 18-21, 2007, s. 171-179.
30. Materiały techniczne firmy Blastrite (Pty) Ltd (RPA), www.blastrite.com
31. Chamer R., Darkowicz R., Orski J., Szyrle W.: Praktyczne aspekty stosowania żużli pomiedziowych w obróbce strumieniowo-ściernej. Powłoki Ochronne, 1988, nr 3, s. 20-29.
32. Woźniak K.: Materiały ścierne. WNT, Warszawa 1982.
33. Chamer R.: Utylizacja granulowanych żużli pomiedziowych . Rudy Metale, 1980, nr 8, s. 337-341
34. Woźniak K., Darkowicz J.: Kupferschlacken zum Strahlen in der Schiffbauindustrie. Metalloberflaeche, 1988, nr 7, s. 345-348.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}