



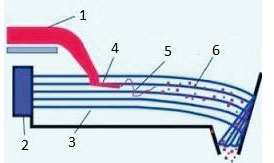
![Proces granulowania ciekłego żużla wielkopiecowego przy użyciu sprężonego powietrza [16].](https://www.lakiernictwo.net/img/artykuly/2736_jak-powstaje-zuzel-i-scierniwa-zuzlowe_1.jpg)
Proces granulowania ciekłego żużla wielkopiecowego przy użyciu sprężonego powietrza [16].
 Rys. 3. Diagram przedstawiający ilości (w mln ton) wytworzonych produktów spalania węgla w Unii Europejskiej (15 krajów) w latach 1993-2008 [7].
Rys. 3. Diagram przedstawiający ilości (w mln ton) wytworzonych produktów spalania węgla w Unii Europejskiej (15 krajów) w latach 1993-2008 [7].
Przeróbka żużli na ścierniwo
Ścierniwo żużlowe stosowane jako medium obróbkowe w obróbce strumieniowo-ściernej ma postać ziaren. Taką postać żużla można uzyskać różnymi metodami, z których można wyróżnić trzy podstawowe metody przerabiania żużla na ścierniwo żużlowe [8]:
- proces przeróbki kęsów żużla swobodnie zestalającego się na hałdzie,
- proces paletyzacji (grudkowania),
- proces granulacji.
Metoda granulacji ciekłego żużla jest współcześnie najważniejszą i najczęściej stosowaną metodą otrzymywania żużli w postaci ziarnistej.
Ciekły żużel płynący korytem spustowym jest wprowadzany do specjalnych kadzi lub do instalacji grudkowania lub granulowania. Żużel z kadzi lub bezpośrednio rynną spustową z pieca może być kierowany do dołów spustowych. W dołach żużlowych płynny żużel na wolnym powietrzu wolno stygnie i krystalizuje. Nazywany też bywa żużlem swobodnie zestalającym się [9]. Doły żużlowe są na przemian napełniane i opróżniane, a pobrany stamtąd żużel kawałkowy jest rozdrabniany do wielkości kęsów lub ziaren stosownie do charakteru jego dalszego wykorzystania. Na rys. 4 zamieszczono zdjęcie ziaren żużla poniklowego otrzymanego z kęsów żużla pochodzących z hałd żużla po hucie niklu w Szklarach koło Ząbkowic Śląskich [10].
Wstępnie rozdrobniony żużel jest następnie za pośrednictwem specjalnej płyty zasilającej kierowany na obrotowy bęben grudkujący. Żużel ostatecznie pęcznieje i zostaje wychłodzony i jest przez ten bęben rzucany odśrodkowo w powietrze. Cząstki żużla przyjmują różne trajektorie, zależne od ich rozmiaru. Końcowy produkt grudkowania ma zróżnicowaną wielkość – od wielkości drobnego piasku do grubych granulek. Proces grudkowania żużli jest stosowany w niektórych zakładach w Europie i Kanadzie.
Proces granulowania żużli, czyli proces powstawania stałych granulek z ciekłego żużla na drodze jego gwałtownego schładzania, jest szeroko opisywany w literaturze naukowej, technicznej oraz patentach. Z punktu widzenia wykorzystania granulatów żużli jako ścierniwa w obróbce strumieniowo-ściernej istotne jest uzyskanie w procesie granulacji ziaren o określonej wielkości, kształcie i wytrzymałości mechanicznej.
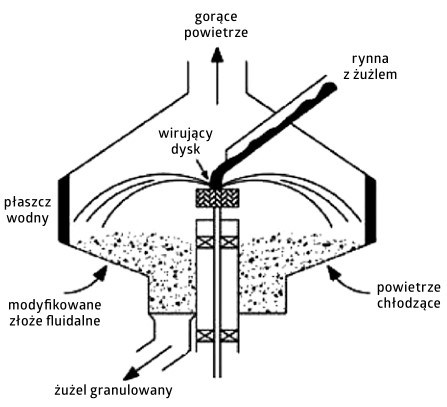
Procesy granulowania ciekłych żużli przeprowadzane są głównie na mokro, chociaż współcześnie coraz częściej przeprowadzane są procesy granulowania na sucho. W procesie mokrym płynny żużel płynący z pieca rynną ściekową kierowany jest do rynny granulacyjnej, w której płynie woda lub kierowany jest na wysokociśnieniowy natrysk wody (rys. 5).
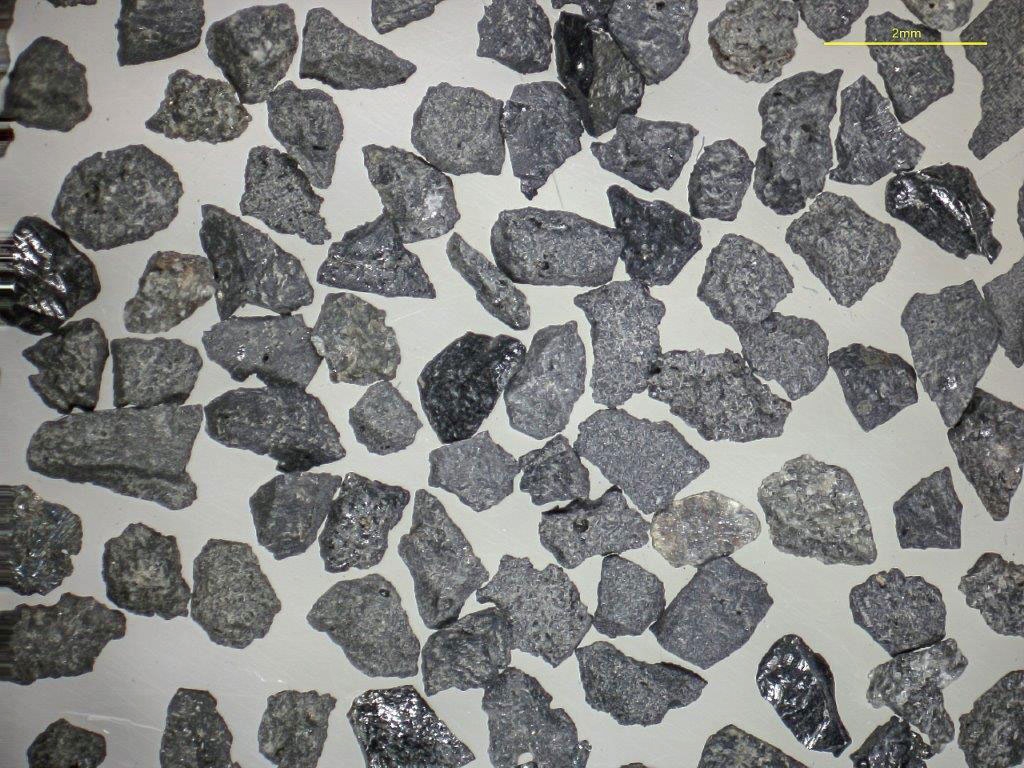
W wyniku gwałtownego schładzania powstają granulki żużla, które transportowane są najczęściej do układu odwadniającego. Na rys. 6 zamieszczono zdjęcie granulatu żużla pomiedziowego otrzymanego w procesie granulacji wodnej. Przedstawiona próbka granulatu zawiera dużą ilość ziaren płaskich oraz ziaren o wydłużonych kształtach. Zbyt duża ilość takich ziaren nie jest wskazana z punktu widzenia wykorzystania ścierniwa żużlowego w obróbce strumieniowo-ściernej. Jest możliwe wpływanie w procesie granulacji na wymiary i kształt powstających ziaren i ograniczenie zawartości powstających ziaren o kształcie iglastym, blaszkowatym i mieczykowatym. Takie możliwości stwarza regulowanie następujących parametrów procesu granulacji [13]:
- masa żużla granulowanego w jednostce czasu,
- temperatura żużla,
- temperatura wody granulacyjno-schładzającej,
- ciśnienie i ilość wody podawanej do głowicy granulacyjnej w jednostce czasu,
- kąt nachylenia rynien granulacyjnych i ich odległość od rynien spustowych,
- kształt i ilość otworów w głowicy granulacyjnej.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}