




Jak działa laser?
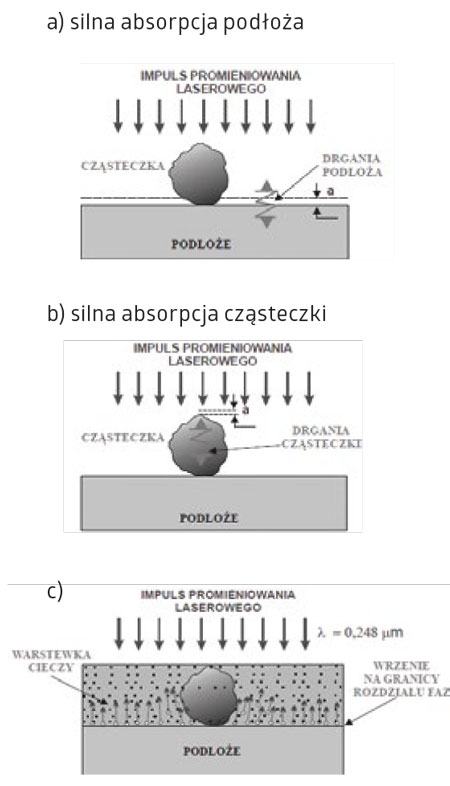
- Mocne, bardzo krótkie, szybkie impulsy laserowe wytwarzają: impulsy mikroplazmowe, fale uderzeniowe i ciśnienie termiczne, powodujące sublimację zanieczyszczeń lub powłok ochronnych oraz wyrzucanie usuwanego materiału przez fale uderzeniowe i ciśnienie termiczne.
- Zogniskowana wiązka laserowa odparowuje powłoki lub zanieczyszczenia.
- Optymalizacja procesu wiązki laserowej powoduje maksymalną prędkość reakcji z substancją usuwaną, jednocześnie działa w sposób bezpieczny i bez szkody dla materiału podłoża.
- Powierzchnie metalowe bardzo dobrze nadają się do wielu zastosowań czyszczenia laserem. Zoptymalizowane ustawienie wiązki laserowej nie zmienia ani uszkadza metalurgicznie powierzchni. Odparowują jedynie powłoka, pozostałości lub tlenki przeznaczone do usuwania wpływa dokładnie nie reagując z powierzchnią metalu.
- Wiązka laserowa jest łatwo i precyzyjnie regulowana gęstością mocy, tak aby osiągnąć wyniki czyszczenia niemożliwe do uzyskania w przypadku wszystkich innych opcji.
Korzyści technologiczne: szybka konfiguracja, łatwość obsługi, niska głośność, nie pozostawia osadów, wysoka niezawodność, łatwość zautomatyzowania, niskie koszty eksploatacji, praktycznie bezobsługowy, nie zużywa ścierniw, związków chemicznych ani rozpuszczalników, proces nie tworzy zanieczyszczeń, ustawienia promieni lasera są precyzyjnie regulowane, aby zoptymalizować szybkość procesu i jego delikatność.
Przygotowanie powierzchni laserem jako metoda alternatywna: nie wymaga żadnych nośników energii ani środków chemicznych, eliminując jednocześnie koszty użytych ścierniw, brak powstawania odpadów wtórnych predysponuje do zaliczenia lasera jako „zielonej technologii”, nie pozostawia pozostałości na oczyszczonej powierzchni dzięki punktowym systemom ich odsysania, posiada niskie koszty eksploatacji, jest praktycznie bezobsługowy, cechuje go wysoka niezawodność pracy, cichy i łatwy w obsłudze, łagodnie i dokładnie czyści powierzchnie z wysoką powtarzalnością, możliwe monitorowanie procesów.
Selektywne usuwanie powłok ochronnych
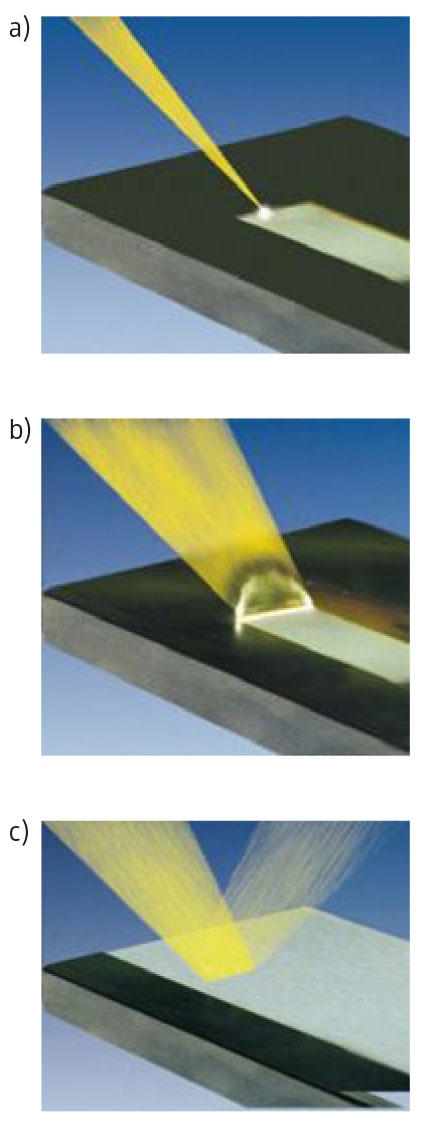
Zwykle lasery usuwają wszystkie warstwy, aż do materiału bazowego. Podczas usuwania wybranych obszarów impulsy laserowe muszą być dokładnie kontrolowane i kierowane. W ten sposób ilość impulsów na miejscu jest decydująca. Z każdym impulsem cienka warstwa zostanie usunięta. Zalety:
- laser może usunąć wybrane warstwy po warstwie
- dzięki monitorowaniu i kontroli procesu może usunąć warstwy powłoki do stopnia wymaganego podczas usuwania warstw o jednolitych grubościach
- nawierzchniowe powłoki mogą być laserowo odsłonięte aż do podłoża. Proces zapewnia doskonałe właściwości powierzchni do ponownego powlekania potwierdzone przez US Air Force testy i zgodnie z międzynarodowym standardem lotnictwa SAE 4812
- nie wymaga żadnych nośników, nie zawiera kurzu, żadnych środków chemicznych, nie pozostawia resztek usuwanej powłoki
- jest zaliczony do „zielonych technologii”, tj. bez zanieczyszczeń i odpadów
- pozwala na szybką konfigurację i jest prosty w obsłudze
- posiada czytnik laserowy
- wszechstronny i ergonomiczny
- proces laserowania łatwo zautomatyzować za pomocą robotów i dostępnych przyrządów optycznych
- istnieje możliwość przesyłania energii laserowej przez elastyczne kable światłowodowe o długości do 150 stóp (45 m)
- oszczędza miejsce kompaktowych systemów przenośnych i stacjonarnych – niskie koszty eksploatacji
- minimalne czynności konserwacyjne
- proces jest skuteczny i znalazł zastosowanie głównie w lotnictwie, motoryzacji i przemyśle













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}