




Strona 5 z 7
Kluczowe parametry dla ablacji laserowej
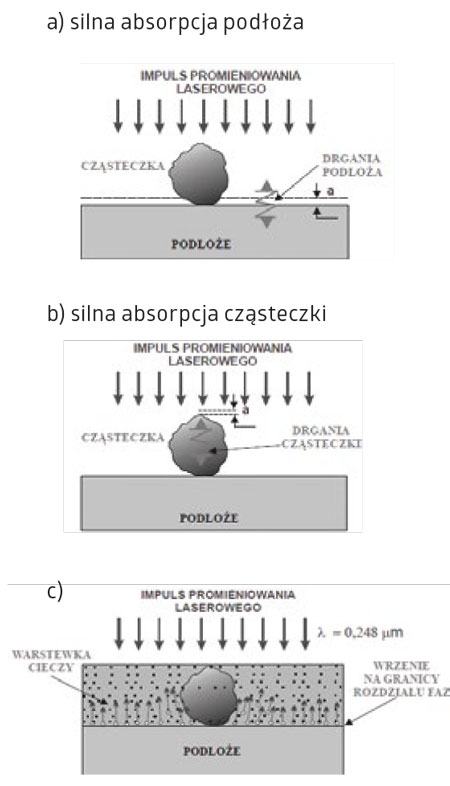
- Długości fali o minimalnej głębokości absorpcji. Pomaga zapewnić odkładanie energii w małej objętości do szybkiej i całkowitej ablacji.
- Możliwie krótki czas trwania impulsu, aby zmaksymalizować moc szczytową i przewodzenia ciepła do materiału obrabianego.
- Częstotliwość powtarzania impulsów. Jeśli resztkowe ciepło może być zachowane, ogranicza czas przewodzenia poprzez dużą szybkość powtarzania impulsów, a ablacja będzie bardziej skuteczna. Więcej energii pójdzie w kierunku ablacji, a mniej zostanie rozproszone do materiału i środowiska.
- Jakość wiązki. Mierzy się ją jasnością (energią) i jednorodnością. Jeżeli wiązka nie jest kontrolowana, region ablacji może być większy niż jest to pożądane.
Laserowe usuwanie powłoki lakierowej
Reklama
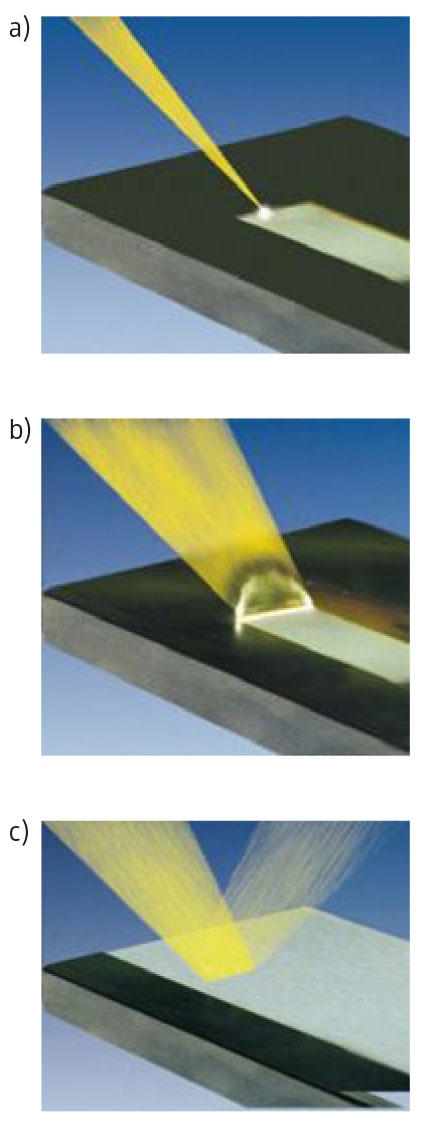
Analizując strefę usuniętej warstwy lakieru bezbarwnego, która została poddana działaniu jednego impulsu laserowego o gęstości mocy q = 0,87 • 108 W/cm2, można wyróżnić wyraźną granicę między warstwą lakieru bezbarwnego i lakieru bazowego z wypełniaczem metalicznym ze stopu Al. Krawędź usuniętego lakieru bezbarwnego jest wyraźna (ostra) i nie widać śladów nadtopień. Wyraźnie widoczne jest wyrzucanie cząstek metalicznych na lakierze bezbarwnym będących wynikiem działania procesu ablacji, podczas którego wytwarzane jest bardzo duże ciśnienie (ok. 500-800 barów) występujące w strefie działania impulsu laserowego.W wyniku oddziaływania 20 impulsów laserowych o gęstości mocy promieniowania q = 2,22 • 108 W/cm2 odsłonięty został lakier bazowy, tj. warstwa podkładowa oraz grunt kataforetyczny. Można zauważyć także wyraźną granicę między warstwą lakieru bezbarwnego i lakieru bazowego, co świadczy o dużej dynamice procesu oczyszczania. W wyniku oddziaływania impulsu laserowego o większej gęstości mocy, prawdopodobnie znacznie wzrosło ciśnienie generowane plazmą laserową. Spowodowało to dynamiczne wyrzucenie wypełniacza, tj. mikrocząstek metalicznych wykonanych ze stopu aluminium.
Na fotografii 3 a widać wyraźny wpływ gęstości mocy lasera i liczby jego impulsów na efektywność ablacji laserowej. Na fotografii 3 b pokazano możliwość usuwania poszczególnych warstw lakieru samochodowego.
Przykłady zastosowań laserów do: usuwania powłok z małych obszarów, renowacji i konserwacji, oczyszczania kamienia, usuwania rdzy, usuwania oleju i smaru, selektywnego usuwania farb, mikroprofilowania (chropowacenia), obróbki wstępnej w celu zwiększenia przyczepności powłok lakierowych i klejenia.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}