



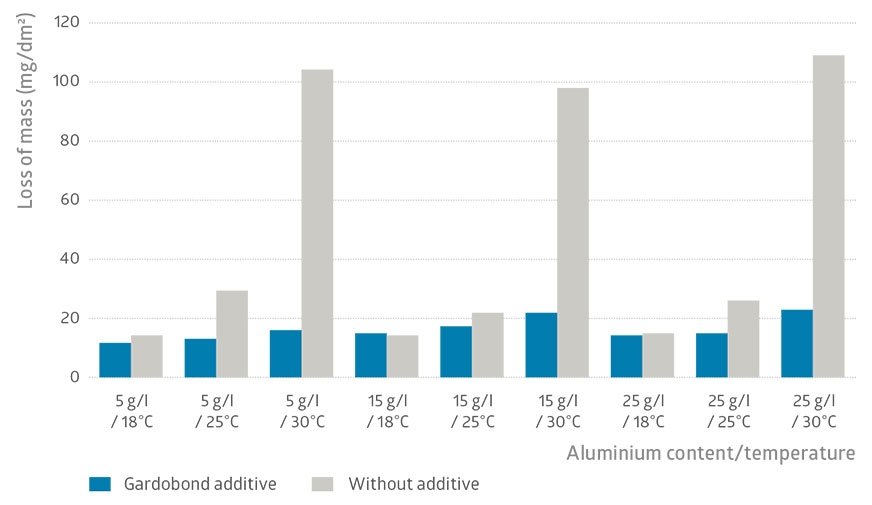
Możliwości polepszenia jakości powłoki anodowej z i bez użycia dodatków na przykładzie pomiaru ubytku masy, zgodnie z normą ISO 3210.
Dodatki zwiększające tolerancję na rozpuszczone aluminium
Jak polepszyć wydajność procesu, jeżeli w tym samym czasie redukujemy bezpośrednie koszty anodowania? Czy jest jakakolwiek możliwość przyspieszenia tego procesu tak, aby poprawić wydajność bez negatywnego wpływu na strukturę lub jakość wytwarzanych powłok anodowych?
W teorii bardzo łatwo jest osiągnąć większą wydajność poprzez wyższą gęstość prądu, jeśli tylko wydajność prostownika na to pozwala. Jednakże wysoka gęstość prądu oraz konieczne zwiększenie napięcia może generować duże ilości ciepła, co prowadzi do mięknięcia powłoki lub nawet lokalnych przepaleń. W rezultacie powstaje potrzeba dodatkowego chłodzenia.
Obecnie możliwe jest zastosowanie nowoczesnych dodatków do kąpieli kwasu siarkowego do anodowania. Chemetall opracował innowacyjne produkty z grupy Gardobond, pozwalające na obniżenie tempa rozpuszczania aluminium podczas procesu anodowania i w efekcie zwiększające tolerancję na rozpuszczony glin. Pozwala to prowadzić proces anodowania w wyższej temperaturze, przy większej zawartości glinu, przy wyższej gęstości prądu i przy standardowym napięciu lub ze standardową gęstością prądu przy niskim napięciu.
Krótsze czasy anodowania
Szybkość procesu anodowania może dawać różne efekty. W celu wytworzenia grubszej powłoki przy utrzymaniu standardowych parametrów, na przykład w zastosowaniach architektonicznych, należy pamiętać, że przy wzroście grubości powłoki czas procesu się wydłuża, aż do momentu, kiedy powłoka osiągnie maksymalną grubość. Dzieje się tak, ponieważ jej formowanie i rozpuszczanie (na skutek reakcji z kwasem siarkowym) pozostają w równowadze.
Empiryczny wzór do obliczeń wygląda następująco:












