




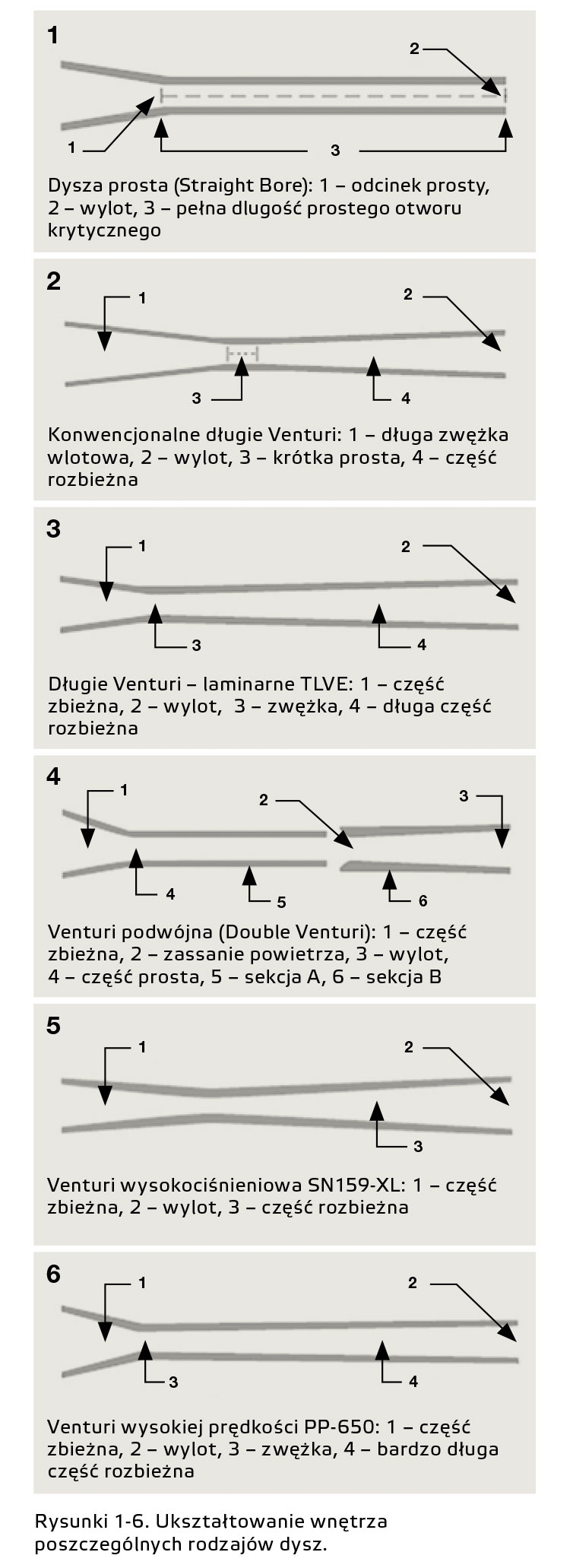
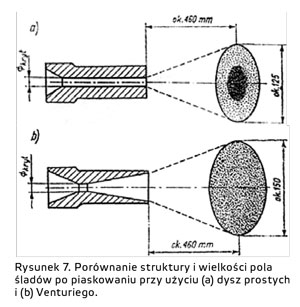
Efektywność uzyskiwania chropowatości jest proporcjonalna do wydajności obróbki strumieniowo-ściernej. Dysze typu Venturi stosuje się do chropowacenia dużych i płaskich powierzchni. Dysze proste dają nierównomierny ślad oddziaływania, skoncentrowany w środku, jak widać na rysunku 7.
Rodzaje profili chropowatości
Najbardziej rozpowszechnione są parametry chropowatości powierzchni: Ra, Rz, Rmax i Ry5.
- Średnia chropowatość Ra (ISO 4287, DIN 4768) odpowiada średniej arytmetycznej wartości bezwzględnej, związanej z rzędną y odchylenia profilu na długości odniesienia l (lm).
- Maksymalna głębokość doliny Rmax (DIN 4768) jest najbardziej znaczącą głębokością chropowatości pojedynczych Zi na całkowitej długości l (lm). Zgodnie z ISO 4288 i DIN 4287 - część 1, ten parametr określony jest również jako Ry max.
- Średnia głębokość chropowatości Rz DIN (DIN 4768) jest średnią arytmetyczną pojedynczych chropowatości na długości kolejnych próbek l (lm). Według ISO 4287 i DIN 4762 parametr Rz DIN określony jest również jako Ry5 ≈ Rz, ponieważ zmienia swą nazwę w normie DIN 4768 i ISO 4287 i określany jest także jako Rz DIN lub Rz ISO. Jeśli parametr Rz jest mierzony zgodnie z normą DIN, ogólne skrajne wartości określonej przez ISO są tak dopasowane, że Rz ISO nie przekracza Rz DIN.
Jakie normy akceptują podane parametry profili chropowatości?
- Ra – ISO 4287, DIN 4768, DIN EN-ISO 4287, BS 1134, ASME B46.1 (ANSI B46.1), JIS B 0601, NF E05-015,
- Rq – ISO 4287, DIN 4768, DIN EN-ISO 4287, JIS B 0601, NF E05-015,
- Rz – ISO 4287, DIN 4762, DIN EN-ISO 4287, BS 1134/2, JIS B 0601/94, NF E05-015,
- Ry5 (= RzDIN = Ry max), ISO 4287/1, DIN 4762, BS 1134, JIS B 0601/94,
- RyJIS – Rz wg JIS B 0601, ISO 4287/1 (1984), BS 1134/2, DIN 4768,
- Rmax – ASME B46.1 (ANSI B46.1), DIN 4768 (1990), NF E05-015,
- Rt – ASME B46.1 (ANSI B46.1), DIN EN-ISO 4287 (1998),
- RSm (wg ISO 4288), = Sm wg ASME B46.1 (ANSI B46.1) - ISO 4287 (1997), JIS B601, DIN 4762,
- Pc (RPc) – ASME B46.1 (ANSI B46.1), EN – 10049 (2005),
- Sk (Rsk), Rku – ASME B46.1 (ANSI B46.1), NF E05-015, ISO 4287/1 (Sk).
Przyrządy do pomiarów parametrów profili chropowatości
Istnieje kilka zaakceptowanych sposobów pomiaru profilu chropowatości powierzchni i każdy z nich ma swoje zalety i wady (pierwsze trzy metody są opisane w normie ASTM D4417 „Standardowa metoda testowa do polowego pomiaru profilu powierzchni oczyszczonej stali”):
2. Profilometrem powierzchni profilu zastępczego - (D4417 metoda B)
3. Testex® z filmem taśmy sprasowanej - (D4417 metoda C)
4. DEFELSKO RTRP ze szczytem zastępczej gęstość profilu powierzchni
5. Przyrządami stykowymi i bezstykowymi do pomiaru chropowatości














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}