




Przyrządy do pomiaru chropowatości
Stykowe profilometry dokonują porównania za pomocą końcówki stykowej (palcowatej) lub małego miedzianego „stylusa” (stożka). Mogą one posiadać przetworniki indukcyjne, piezoelektryczne, fotooptyczne i interferencyjne. Dokładniejsze profilometry bezstykowe mogą być optyczne (z przekrojem świetlnym lub mikrointerferencyjne) oraz optoelektroniczne (ze światłem rozproszonym lub z zogniskowaną wiązką światła laserowego).
Jest to stosunkowo nowa metoda, a ze względu na jej złożoność, na ogół nie jest stosowana do badań w terenie. Polega na przesuwaniu rysika diamentowego na mierzonej powierzchni. Generują one zapisy maksymalnych i minimalnych szczytów i dolin, liczby szczytów, gęstości szczytów i kilku innych zmiennych, które przeliczane są elektronicznie na dowolne odczyty profili chropowatości. Minusem jest to, że rysik (stylu) diamentowy lub metalowy może być zbyt duży, aby podać dokładny profil w dolinach. Będzie jednak podawać dokładną liczbę gęstości szczytów. Użyj metody B lub C, aby to potwierdzić. Jeśli został użyty profilometr Gage (igłowy), upewnij się, że jest wyzerowany prawidłowo, a jeśli jest powierzchnia o znanej wartości profilu, należy przetestować profilometr pod kątem jego dokładności. Jeśli nadal jest wyłączony po wykonaniu kilku pomiarów, upewnij się, że końcówka nie jest uszkodzona. Zabrudzenie taśmy będzie powodować błędne odczyty. Upewnij się, że taśma została przetarta wystarczająco mocno i czy jest nagniatana odpowiednim narzędziem, który może zapewniać wystarczający docisk do powierzchni. Upewnij się, czy jest używana właściwa taśma TestEx. Można również użyć metody B, aby potwierdzić odczyty. Jeśli dwie różne metody są używane i nie można się z nimi zgodzić, testowanie profilometru Gauge daje najlepsze rezultaty.
Podsumowanie
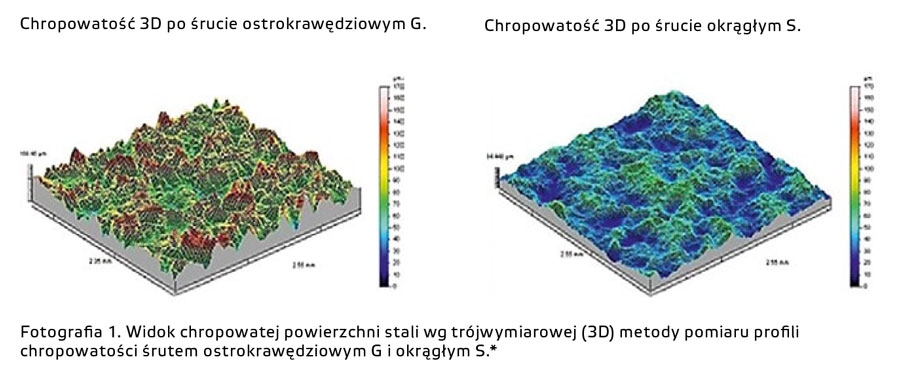
Parametry procesu obróbki strumieniowo-ściernej wpływają na chropowatość powierzchni i wytwarzają zmiany temperatury podłoża. Wyniki doświadczeń wykazały, że zmniejszenie odległości dyszy od podłoża prowadzi do wyższych wartości chropowatości powierzchni ze względu na generowany mniejszy wzór śladów uderzeń ścierniwa, gdy dysza jest usytuowana bliżej podłoża. Kąt obróbki wykazuje rozliczne oddziaływania na szorstkość podłoża. Na ogół, zmniejszenie kąta prowadzi do bardziej erozyjnego oddziaływania na powierzchnię podłoża stali nierdzewnej. Czas obróbki strumieniowo-ściernej może prowadzić do maksymalnych wartości po pewnym optymalnym czasie obróbki. Połączenie mniejszej odległości i niższego ciśnienia obróbki wygeneruje najwyższe wartości Ra.
Stosując różnej konstrukcji kabiny przy tych samych parametrach obróbki strumieniowo-ściernej są generowane inne Ra. Operator bardziej doświadczony uzyskuje bardziej jednorodny wygląd powierzchni obrabianej strumieniowo-ściernie.
Marek Marcinkowski
Spis literatury dostępny w redakcji: redakcja@lakiernictwo.net.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}