




Rozpryski spawalnicze (n.s. 602) są prawdziwą zmorą malarzy.
Jakość prac spawalniczych a stopnie przygotowania powierzchni
Na powierzchni przeznaczonej do malowania prace hałerskie powinno się wykonywać przed zasadniczą obróbką strumieniowo-ścierną. Wynika to z tego, że wszelkie szlifowanie, szczotkowanie i podobne prace wygładzają powierzchnię i gdyby były robione wyłącznie po śrutowaniu mogłyby w znaczący sposób wpłynąć na przyczepność farb. Trzeba też pamiętać, że krawędzie blach i innych elementów, wskutek cięcia termicznego, ulegają utwardzeniu do stopnia, który nie pozwala na wytworzenie wystarczającego profilu chropowatości powierzchni w trakcie obróbki strumieniowo-ściernej. Stopnie przygotowania spoin, krawędzi i usuwania wad powierzchni reguluje norma PN-EN ISO 8501-3.
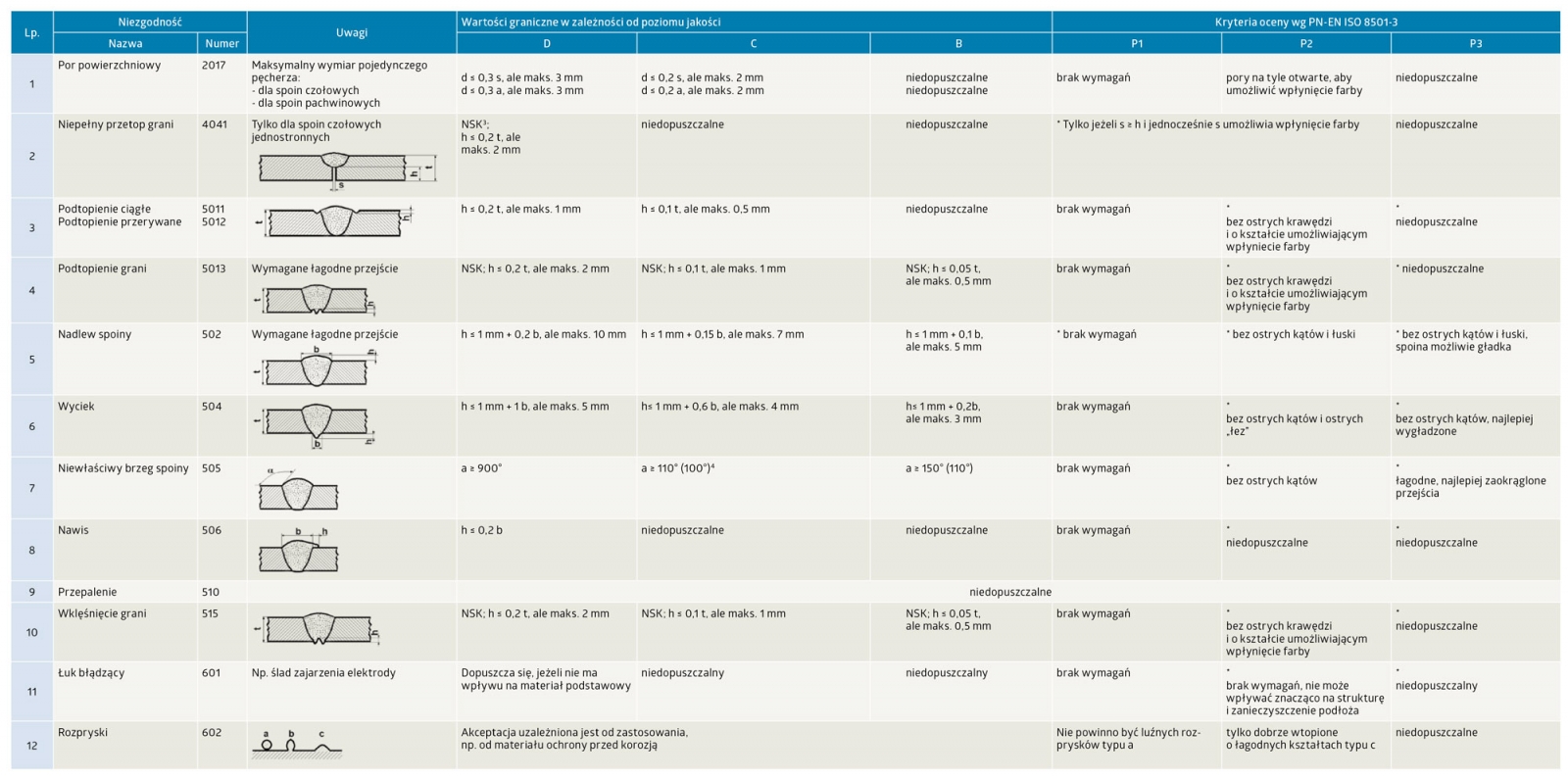
Z mojej praktyki wynika, że sporo problemów stwarza ocena przygotowania połączeń spawanych. Po zakończeniu prac spawalniczych ich ocenę przeprowadzają inspektorzy spawalnicy. Ocena wizualna połączeń spawanych opiera się głównie na normie PN-EN ISO 5817. Podaje ona kryteria oceny, głównie w zakresie niezgodności spawalniczych. Możliwość akceptacji połączenia, pomimo występowania niektórych niezgodności, jest uzależniona od poziomu jakości wymaganej od złącza (D, C lub B) oraz intensywności występowania i/lub wymiarów danej niezgodności. Część z tych niezgodności, która jest akceptowalna dla spawalników, może być nie do przyjęcia z punktu widzenia przygotowania powierzchni do malowania. Nie jest oczywiście moją rolą rozstrzyganie braku spójności pomiędzy normami spawalniczymi a malarskimi, chciałem jednak zwrócić uwagę na problem, który istnieje i bywa przyczyną konfliktów przy przekazywaniu gotowych elementów do malowania. Dzisiaj większość konstrukcji przygotowuje się w stopniu P2 (PN-EN ISO 8501-3), ale jesteśmy na etapie wprowadzania nowej wersji całej grupy norm PN-EN ISO 12944, w której przewidziano nowy okres trwałości zabezpieczeń przy pomocy powłok malarskich i metalizacyjno-malarskich określany jako bardzo długi (powyżej 25 lat). Dla środowisk korozyjnych kategorii C4 i C5 projektowanych na bardzo długą trwałość postawiono bezwzględny wymóg przygotowania P3, więc można się spodziewać częstszego wymagania spełnienia tego kryterium niż dotychczas. Sądzę też, że producenci farb przy udzielaniu gwarancji, które w związku z wydłużeniem okresu trwałości zapewne też się wydłużą, będą wymagali dokładniejszego wykonywania prac hałerskich i będą przykładali większą uwagę do jakości połączeń spawanych. Pamiętajmy też, że połączenia spawane po obróbce strumieniowo-ściernej potrafią ujawnić wiele niezgodności nieakceptowalnych zarówno przez malarzy, jak i spawalników, a ich naprawa wiąże się z dodatkowym przygotowaniem powierzchni, w tym lokalnym szlifowaniem lub miejscową obróbką strumieniowo-ścierną.
- Pęknięcia spawów (fot. 1) (n.s. nr 1011). Zwrócono szczególną uwagę na fakt, że jest to wada niebezpieczna dla połączenia, którą powłoka malarska może zamaskować, utrudniając lub uniemożliwiając jej wykrycie.
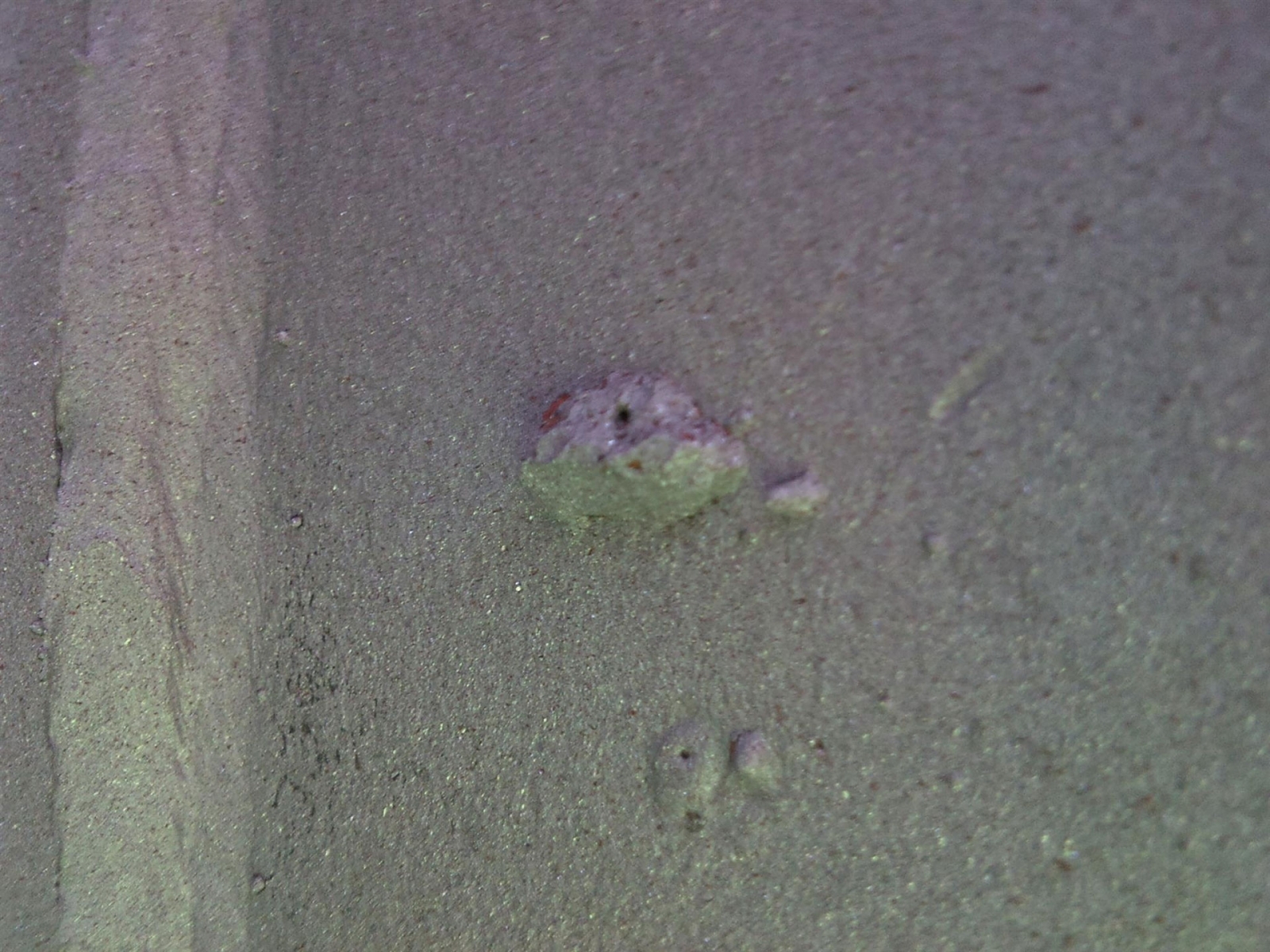
- Pory (fot. 3) i kratery (fot. 2). Głębokie kratery i niedostatecznie otwarte pory, do których nie może wpłynąć farba są najczęściej przyczyną powstawania pęcherzy w powłoce lakierniczej.
- Nadmierny nadlew po stronie lica lub nadmierny wyciek po stronie grani (fot. 4). Może tworzyć ostre nieregularne kształty oraz ostry kąt pomiędzy spoiną a materiałem łączonym. Wymaga dodatkowej obróbki przed malowaniem, gdyż pozostawienie w formie nieobrobionej może być przyczyną wielu wad malarskich.
- Brak wypełnienia (fot. 5). Pozostawione na zewnątrz, bez wypełnienia spoiną, krawędzie materiału łączonego są narażone na przecienienia powłoki malarskiej.
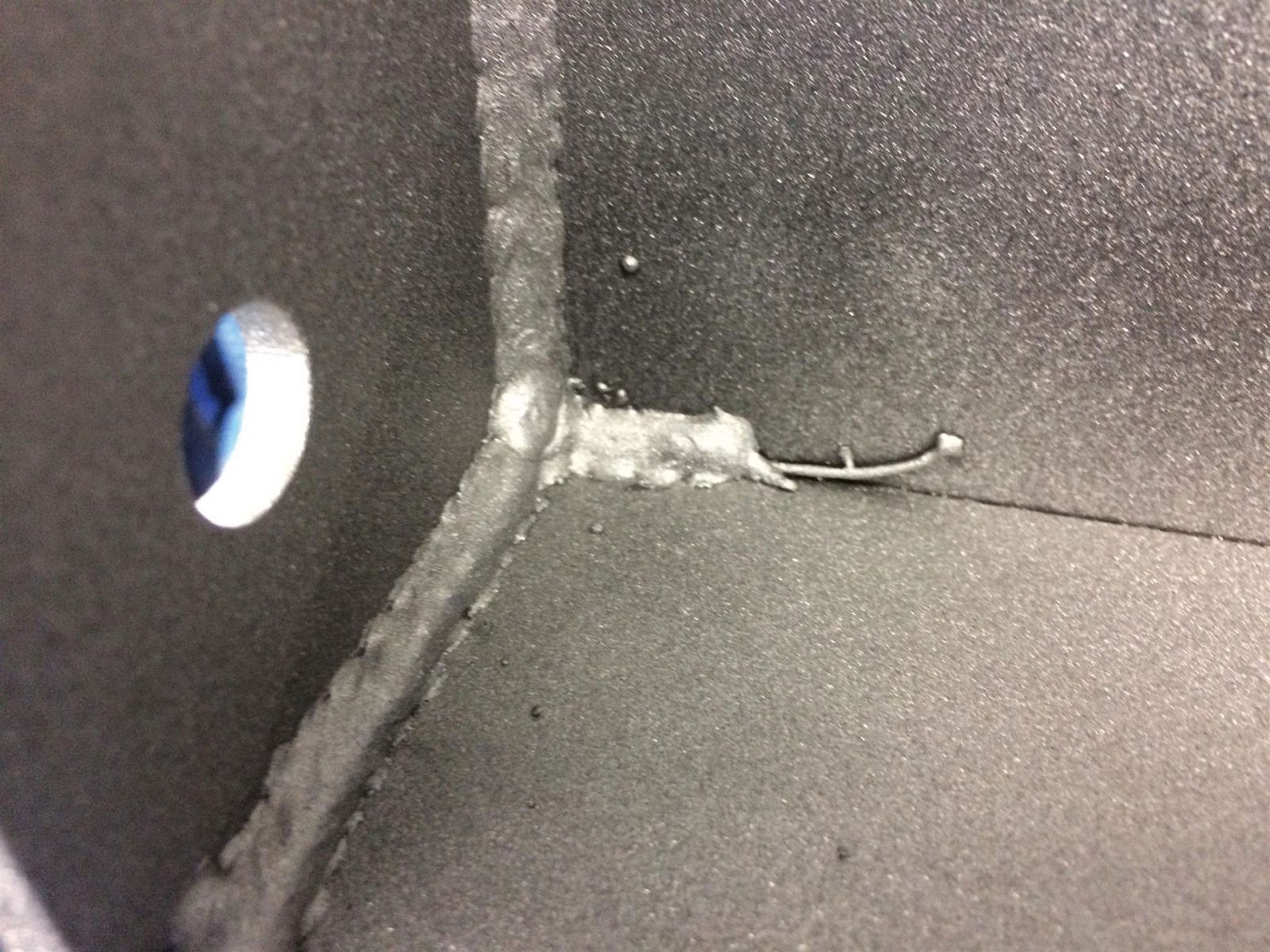
- Rozpryski spawalnicze (fot. 6). Wpływają na przecienienia powłoki i niedomalowania. (Omówione szczegółowo w tabeli).
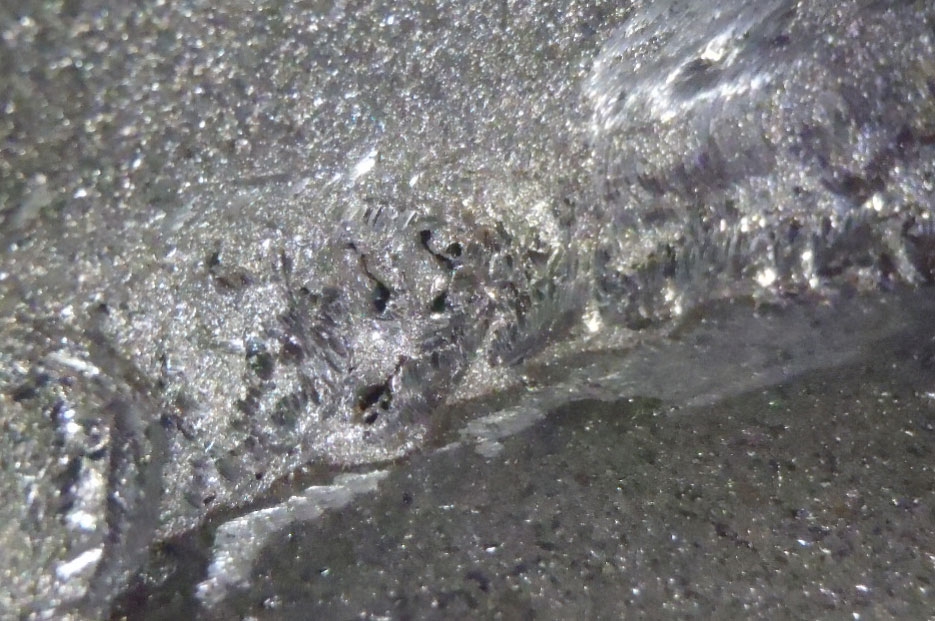
- Zajarzenie łuku (fot. 7, 8). To miejsca na materiale podstawowym, w których doszło do przypadkowego lub celowego (np. rozgrzanie elektrody) zajarzenia łuku spawalniczego.
- Podcięcia (fot. 9). To szczeliny pomiędzy materiałem podstawowym a spoiną, mogą być skutkiem nawisu (n.s. 506) i/lub podtopienia (n.s. 5011 i 5012).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}